38 usinage intégral, Principes de l'usinage intégral – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 449
HEIDENHAIN MANUALplus 620, CNC PILOT 640
449
4.38 Usinag
e intégr
al
4.38 Usinage intégral
Principes de l'usinage intégral
Pour l'usinage intégral, l'usinage sur la face avant et sur la face arrière
est défini dans un même programme CN. La commande gère
l'usinage intégral sur tous les concepts de machines actuels. Pour
cela, elle est équipée de fonctions telles que le transfert de pièces
avec synchronisation angulaire alors que la broche est en rotation, le
déplacement en butée fixe, le tronçonnage contrôlé et la
transformation de coordonnées. Un usinage intégral optimisé et une
programmation simple sont ainsi garantis.
Vous décrivez le contour de tournage, les contours de l'axe C, ainsi
que l'usinage intégral, dans un seule et même programme CN. Pour
le desserrage, vous disposez de programmes experts qui tiennent
compte de la configuration du tour.
Vous pouvez également profiter des avantages de l'usinage intégral
sur des tours qui ne possèdent qu'une broche principale.
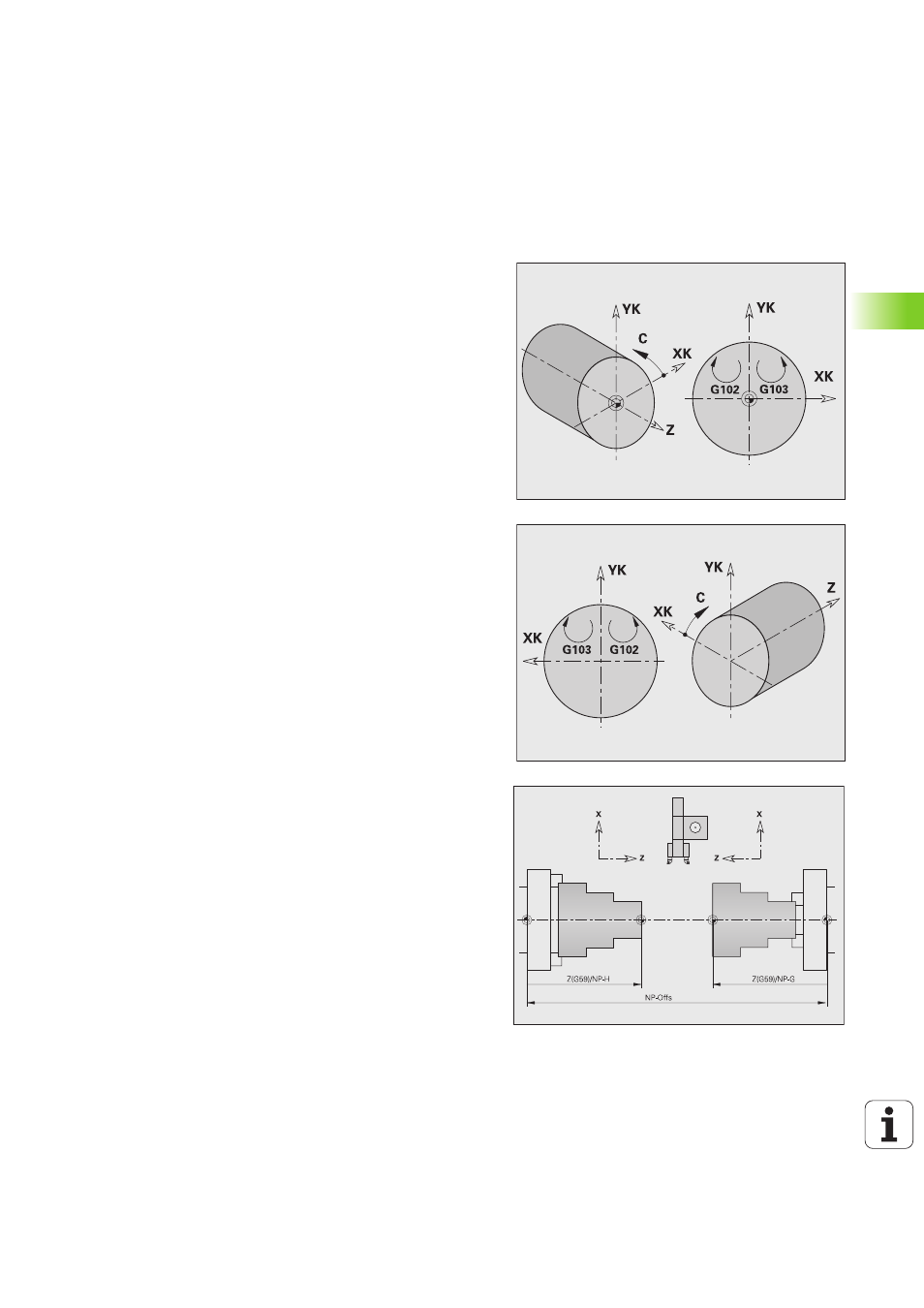
Contours sur la face arrière de l'axe C : L'orientation de l'axe XK et
de l'axe C est "liée à la pièce". Pour la face arrière, il en résulte donc:
Orientation de l'axe XK: "Vers la gauche" (face frontale: "vers la
droite")
Orientation de l'axe C: "Dans le sens horaire"
Sens de rotation pour arcs de cercle G102: "sens anti-horaire"
Sens de rotation pour arcs de cercle G103: "sens horaire"
Opération de tournage : La commande gère l'usinage intégral avec
des fonctions de conversion et d'image miroir. Les sens de
déplacement habituels sont ainsi conservés lors de l'usinage en face
arrière.
Les déplacements dans le sens + éloignent l'outil de la pièce
déplacements dans le sens – se dirigent vers la pièce
En général, le constructeur de la machine propose sur votre tour des
programmes experts adaptés au transfert des pièces.
Points de référence et système de coordonnées : La position des
points zéro machine et zéro pièce, ainsi que les systèmes de
coordonnées de la broche principale et de la contre-broche sont
représentés sur la figure ci-dessous. Dans cette configuration du tour,
il est conseillé de n'inverser que l'axe Z. Vous pouvez ainsi obtenir que
le principe "déplacements dans le sens positif s'éloignent de la pièce"
s'applique aussi aux opérations d'usinage sur la contre-broche.
Le programme expert comporte généralement l'inversion de l'axe Z et
le décalage du point zéro de la valeur du "décalage point zéro".
(Trans_Z1)