Dégagement din 509 f avec usinage du cylindre g852 – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 322
322
Programmation DIN
4.21 Cy
cles de dég
a
g
e
ments
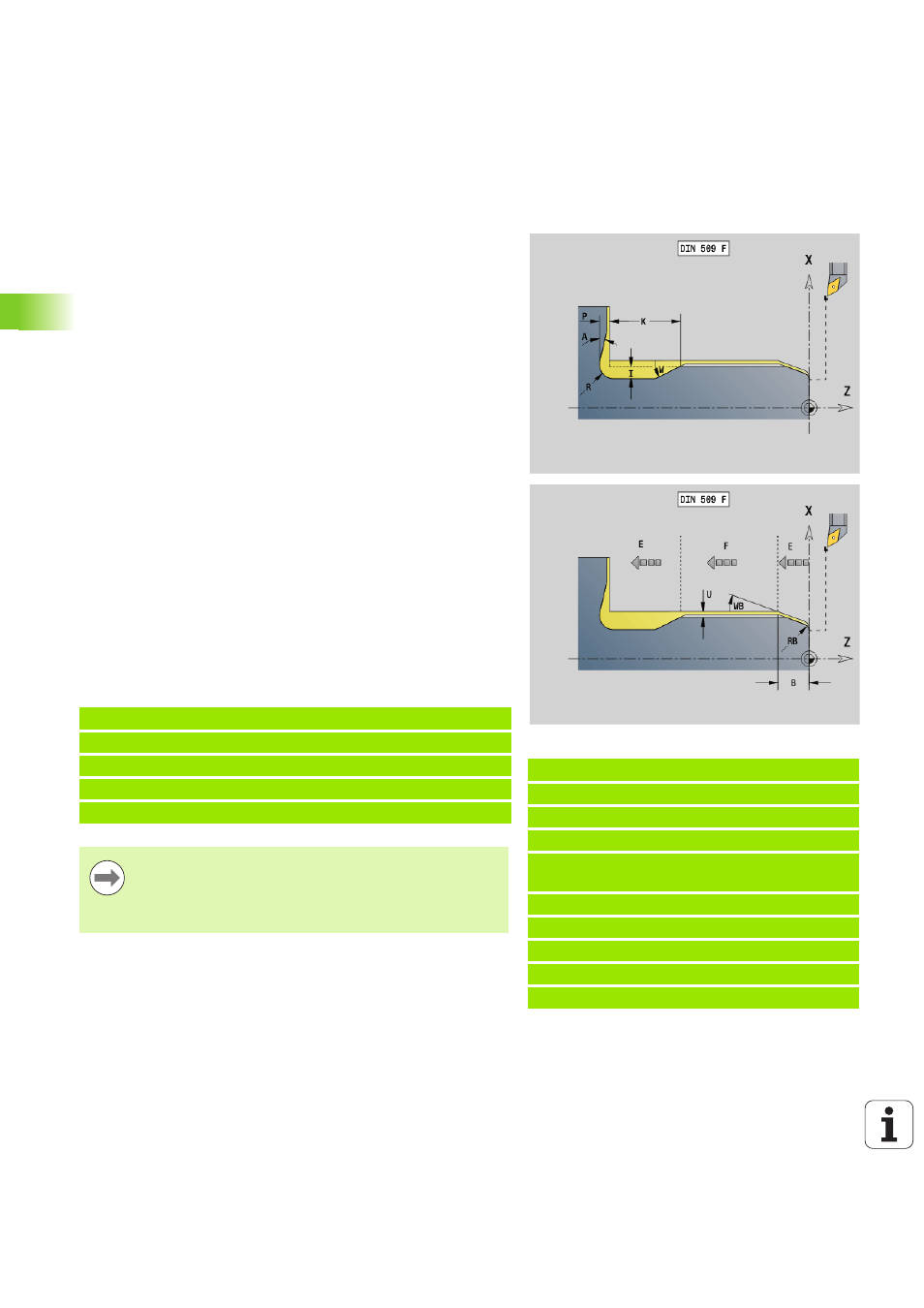
Dégagement DIN 509 F avec usinage du cylindre
G852
Si vous programmez l'un des paramètres Longueur d'attaque ou
Rayon d'attaque
, G852 usine le cylindre "situé avant"f, le dégagement,
la surface transversale suivante et l'attaque du cylindre.
La Commande numérique détermine les paramètres que vous ne
programmez pas en s'appuyant sur le diamètre figurant dans le
tableau standard (voir "Dégagement G85" à la page 319).
Séquences suivant l'appel du cycle
Beispiel: G852
%852.nc
[G852]
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X60 Z2
N3 G852 I3 K15 W30 R2 P0.2 A8 B5 RB2 WB30
E0.2 H1
N4 G0 X50 Z0
N5 G1 Z-30
N6 G1 X60
N7 G80
FIN
Paramètres
I
Profondeur du dégagement (par défaut: tableau standard)
K
Longueur du dégagement (par défaut : tableau standard)
W
Angle du dégagement (par défaut : tableau standard)
R
Rayon du dégagement (par défaut : tableau standard)
P
Profondeur transversale (par défaut : tableau standard)
A
Angle transversal (par défaut : tableau standard)
B
Longueur d'attaque – aucune donnée : l'attaque du cylindre ne
sera pas usinée
RB
Rayon d'attaque – aucune donnée : le rayon d'attaque ne sera
pas usiné
WB
Angle d'attaque (par défaut: 45 °)
E
Avance réduite pour l'usinage du dégagement (par défaut:
Avance active)
H
Mode de sortie (par défaut: 0):
0: L'outil retourne au point de départ
1: L'outil reste à l'extrémité de la face transversale
U
Surépaisseur de finition pour la zone du cylindre (par défaut: 0)
N.. G852 I.. K.. W.. /appel du cycle
N.. G0 X.. Z.. /angle d'attaque du cylindre
N.. G1 Z.. /angle du dégagement
N.. G1 X.. /point final surface radiale
N.. G80 /Fin de la description du contour
Le dégagement n'est exécuté que dans des angles
droits, et ceci parallèlement à l'axe longitudinal.
La correction du rayon de la dent est appliquée.
Les surépaisseurs ne sont pas converties