Gorge g860 – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 285
HEIDENHAIN MANUALplus 620, CNC PILOT 640
285
4.1
7
Cy
cles de t
our
nag
e
a
v
ec suivi du cont
our
Gorge G860
La fonction G860 usine la zone de contour définie. Soit vous transférez
la référence du contour à usiner dans les paramètres du cycle, soit
vous définissez le contour directement après l'appel du cycle (voir
"Travailler avec les cycles se référant à un contour" à la page 272). Le
contour à usiner peut comporter plusieurs parties creuses. Le cas
échéant, la zone d'usinage est subdivisée en plusieurs parties.
Paramètres
ID
Contour auxiliaire - Numéro d'identification du contour à usiner
NS
Numéro de séquence initiale
Début de la section de contour ou
référence à une gorge G22/G23 Géo
NE
Numéro de séquence finale (fin de la section de contour):
NE non programmé: L'élément de contour NS est usiné
dans le sens de définition du contour.
NS=NE programmé: L'élément de contour NS est usiné
dans le sens inverse du sens de définition du contour.
NE inutile si le contour est défini avec G22/G23 Géo
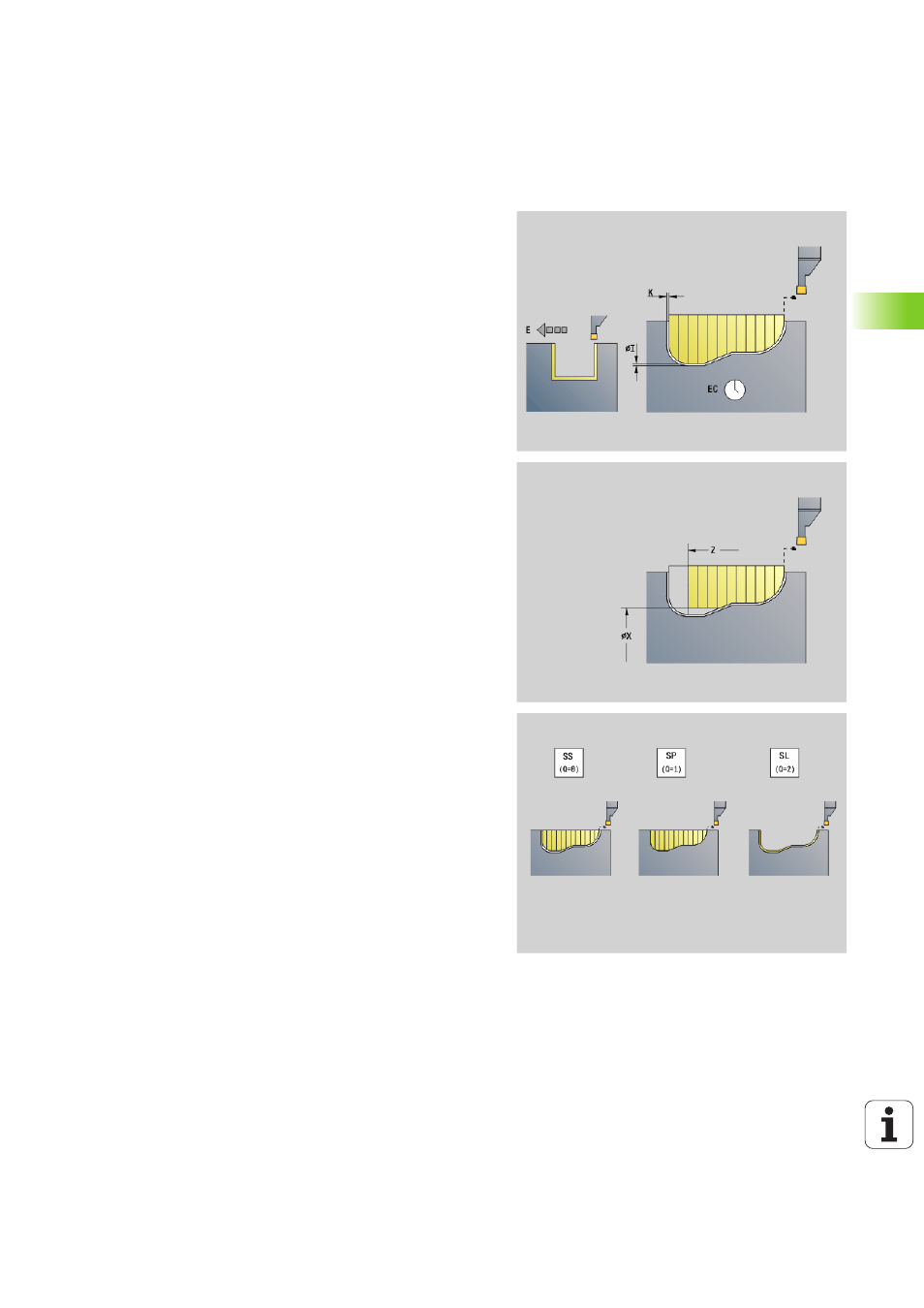
I
Surépaisseur en X (cote de diamètre) – (par défaut: 0)
K
Surépaisseur en Z (par défaut: 0)
Q
Déroulement (par défaut: 0)
0: Ebauche et finition
1: Ebauche seulement
2: Finition seulement
X
Limite d'usinage dans le sens X (cote de diamètre) – (par
défaut: pas de limite d'usinage)
Z
Limite d'usinage dans le sens Z (par défaut: pas de limite
d'usinage)
V
Marqueur de début/fin (par défaut : 0). Un chanfrein/arrondi est
usiné:
0: Au début et à la fin
1: Au début
2: A la fin
3: Aucun usinage
E
Avance de finition (par défaut: Avance active)
EC
Temporisation
D
Rotations au fond de la gorge