Finition du contour g890 – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 293
HEIDENHAIN MANUALplus 620, CNC PILOT 640
293
4.1
7
Cy
cles de t
our
nag
e
a
v
ec suivi du cont
our
Finition du contour G890
La fonction G890 réalise la finition de la zone de contour définie en une
passe de finition. Soit vous transférez la référence du contour à usiner
dans les paramètres du cycle, soit vous définissez le contour
directement après l'appel du cycle (voir "Travailler avec les cycles se
référant à un contour" à la page 272). Le contour à usiner peut
comporter plusieurs parties creuses. Le cas échéant, la zone
d'usinage est subdivisée en plusieurs parties.
Paramètres
ID
Contour auxiliaire - Numéro d'identification du contour à usiner
NS
Numéro de séquence initiale (début de la section de contour)
NE
Numéro de séquence finale (fin de la section de contour)
NE non programmé: L'élément de contour NS est usiné
dans le sens de définition du contour.
NS=NE programmé: L'élément de contour NS est usiné
dans le sens inverse du sens de définition du contour.
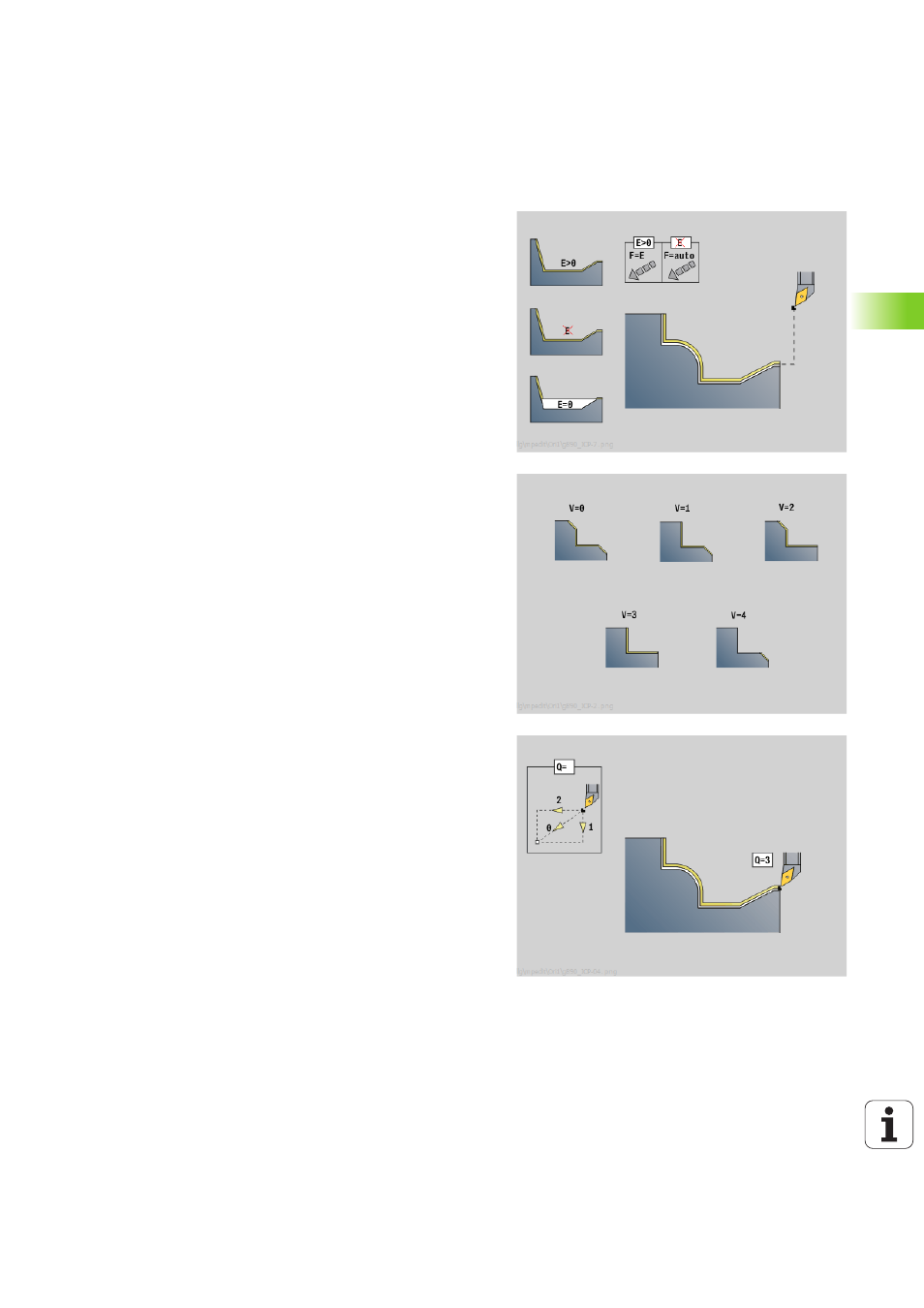
E
Comportement de plongée
E=0: Ne pas usiner les contours plongeants
E\>0: avance de plongée
Aucune donnée : usine les parties plongeantes du contour
en avance programmée
V
Marqueur de début/fin (par défaut : 0). Un chanfrein/arrondi est
usiné:
0: Au début et à la fin
1: Au début
2: A la fin
3: Aucun usinage
4: Usinage d'un chanfrein/arrondi – Pas l'élément de base
(condition: Section de contour avec un élément)
Q
Mode d'approche (par défaut: 0)
0: sélection automatique – la Commande numérique :
Approche en diagonale
d'abord Sens X, puis Z
Equidistant autour de l'obstacle
Omission des premiers éléments de contour si la position
initiale est inaccessible
1: d'abord X, puis Z
2: d'abord Z, puis X
3: Pas d'approche – L'outil se trouve à proximité du point
initial