6 contours axe c – principes de base, Contours de fraisage, position – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 226
226
Programmation DIN
4.6 Cont
ours ax
e C – Pr
incipes de base
4.6
Contours axe C – Principes de
base
Contours de fraisage, position
Vous définissez le plan de référence ou le diamètre de référence dans
l'identifiant de section. Vous définissez la profondeur et la position
d'un contour de fraisage (poche, îlot) de la manière suivante dans la
définition du contour:
Avec Profondeur P dans le cycle G308 précédemment programmé
En alternative pour les figures: Paramètre de cycle Profondeur P
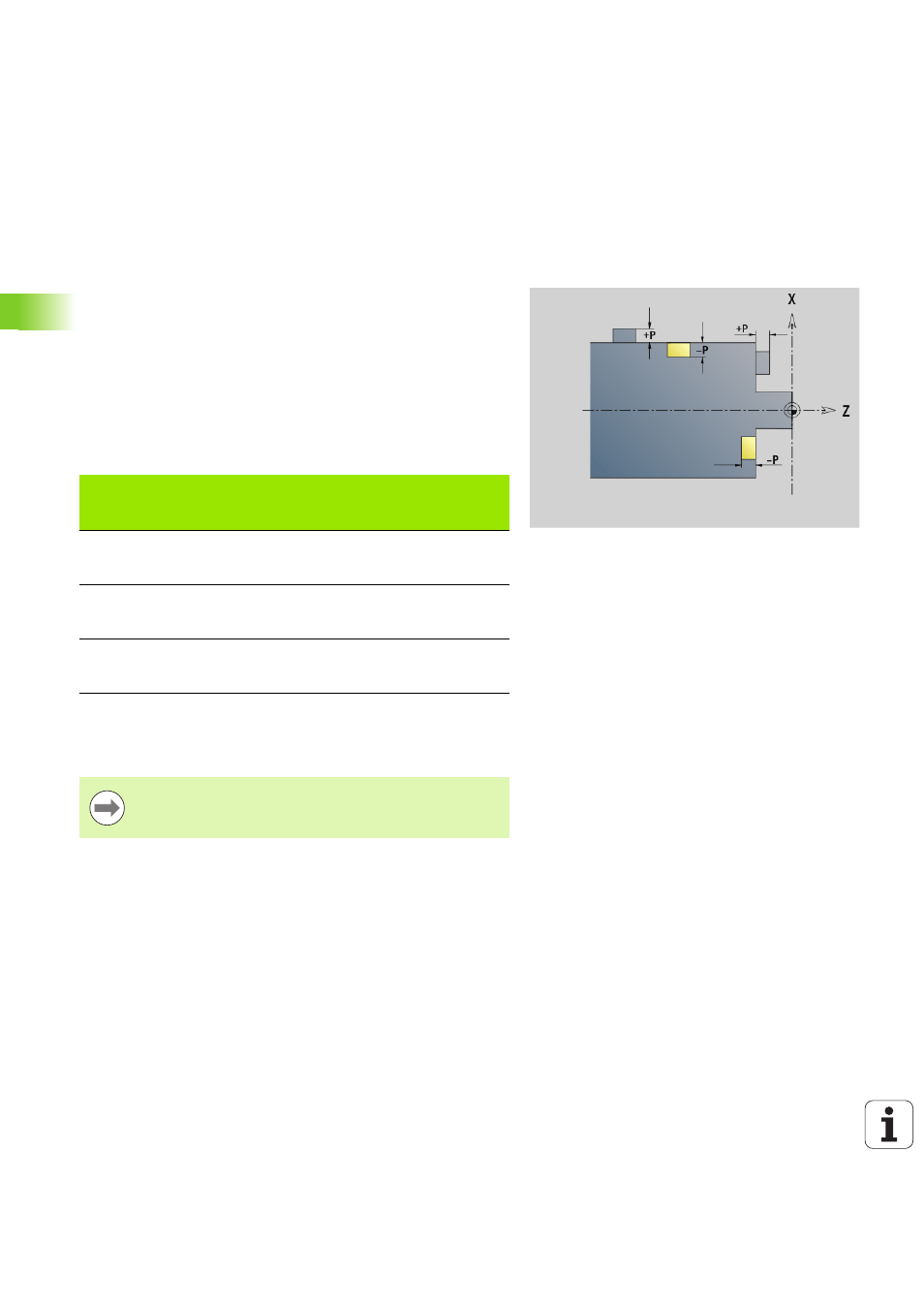
Le signe de "P" détermine la position du contour de fraisage:
P<0: Poche
P\>0: Ilot
X: Diamètre de référence issu de l'identifiant de section
Z: Plan de référence issu de l'identifiant de section
P: "Profondeur" issue de G308 ou des paramètres du cycle
Contours dans plusieurs plans (contours imbriqués
hiérarchiquement)
Un plan débute par G308 et se termine avec G309.
La fonction G308 définit un nouveau plan de référence/diamètre de
référence. Le premier G308 tient compte du plan de référence défini
dans l'identifiant de section. Chaque G308 suivant définit un
nouveau plan. Calcul :
nouveau plan de référence = plan de référence + P (du G108
précédent).
G309 retourne au plan de référence précédent.
Position du contour de fraisage
Section
P
Surface
Fond de
fraisage
FACE AVANT
P<0
P\>0
Z
Z+P
Z+P
Z
FACE ARRIERE
P<0
P\>0
Z
Z–P
Z–P
Z
ENVELOPPE
P<0
P\>0
X
X+(P*2)
X+(P*2)
X
Les cycles de surfaçage usinent la surface décrite dans la
définition du contour. Les îlots à l'intérieur de cette
surface ne sont pas pris en compte.