25 usinage sur le pourtour, Avance rapide, enveloppe g110 – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 348
348
Programmation DIN
4.25 Usinag
e sur le pour
to
ur
4.25 Usinage sur le pourtour
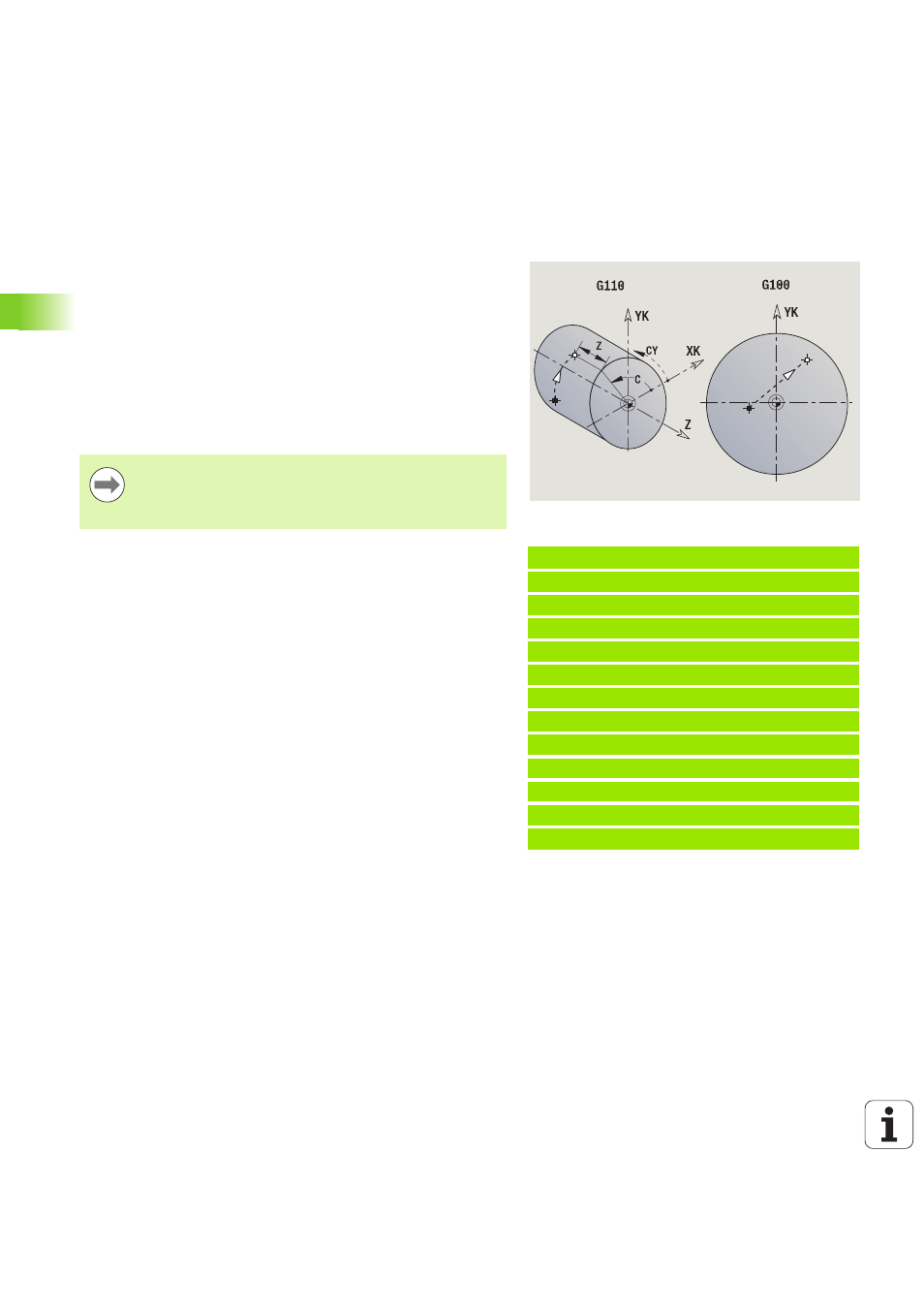
Avance rapide, Enveloppe G110
G110 déplace l'outil en avance rapide sur la trajectoire la plus courte
jusqu'au "point final".
La fonction G110 est recommandée pour positionner l'axe C à un
angle donné (programmation : N.. G110 C...).
Beispiel: G110
. . .
N1 T8 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0 [avance rapide, enveloppe]
N5 G0 X110 Z5
N6 G110 Z-20 CY0
N7 G111 Z-40
N8 G113 CY39.2699 K-40 J19.635
N9 G111 Z-20
N10 G113 CY0 K-20 J19.635
N11 M15
. . .
Paramètres
Z
Point final
C
Angle final
CY
Point final en cote linéaire (référence: développé avec diamètre
de référence G120)
X
Point final (Cote au diamètre)
Programmation :
Z, C, CY : en absolu, en incrémental ou modal
Programmer soit Z–C, soit Z–CY