Cycles simples de tournage, 35 f onctions g des commandes antér ieur e s – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 437
HEIDENHAIN MANUALplus 620, CNC PILOT 640
437
4.35 F
onctions G des commandes antér
ieur
e
s
Cycles simples de tournage
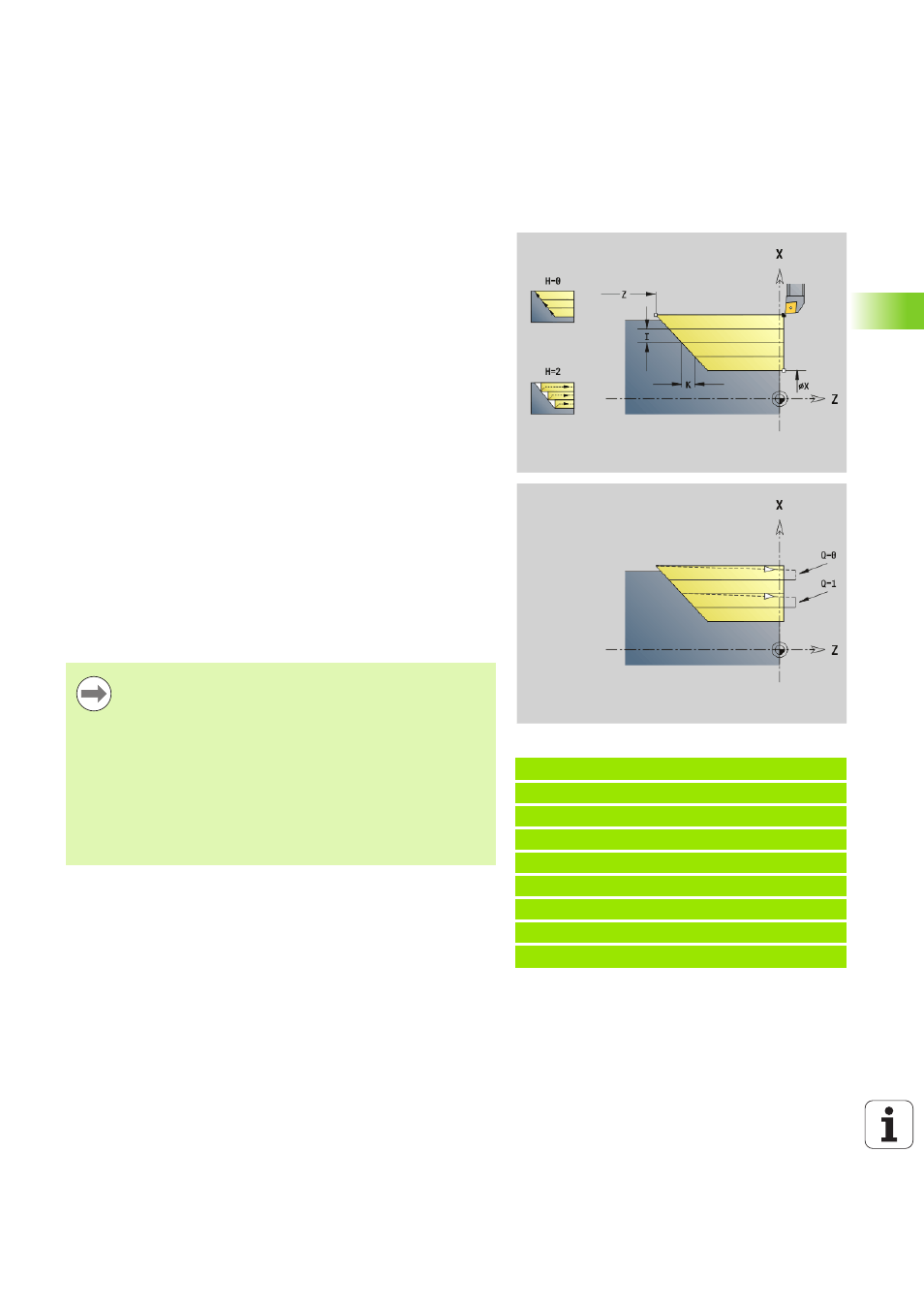
Tournage longitudinal simple G81
La fonction G81 ébauche la zone de contour décrite par la position
courante de l'outil et par "X, Z". Pour une pente, définissez l'angle avec
I et K.
La Commande numérique s'appuie sur la position du point cible pour
reconnaître un usinage extérieur/intérieur. La répartition des passes
est calculée de manière à éviter une "passe de finition" et de sorte à ce
que la passe calculée soit <= "I".
Beispiel: G81
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G81 X100 Z-70 I4 K4 Q0
N4 G0 X100 Z2
N5 G81 X80 Z-60 I-4 K2 Q1
N6 G0 X80 Z2
N7 G81 X50 Z-45 I4 Q1
. . .
Paramètres
X
Point initial du contour X (cote de diamètre)
Z
Point final du contour
I
Plongée max. en X
K
Décalage dans le sens Z (par défaut: 0)
Q
Fonction G plongée (par défaut: 0)
0: Plongée avec G0 (avance rapide)
1: Plongée avec G1 (avance d'usinage)
V
Type de dégagement (par défaut: 0)
0: Retour au point de départ du cycle en Z et dernière
coordonnée de retrait en X
1: Retour au point de départ du cycle
H
Type de sortie (par défaut: 0)
0: Usine le long du contour après chaque passe
2: Dégage l'outil à 45° – pas de lissage du contour
Programmation X, Z : en absolu, en incrémental ou
avec effet modal
La Correction rayon de la dent ne sera pas appliquée.
Distance de sécurité après chaque coupe : 1 mm.
Une surépaisseur G57
est appliquée en tenant compte du signe
(surépaisseurs impossibles pour les usinages
intérieurs)
reste active après la fin du cycle
Une surépaisseur G58 n'est pas appliquée.