29 a u tr es f o nctions g – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 399
HEIDENHAIN MANUALplus 620, CNC PILOT 640
399
4.29 A
u
tr
es f
o
nctions G
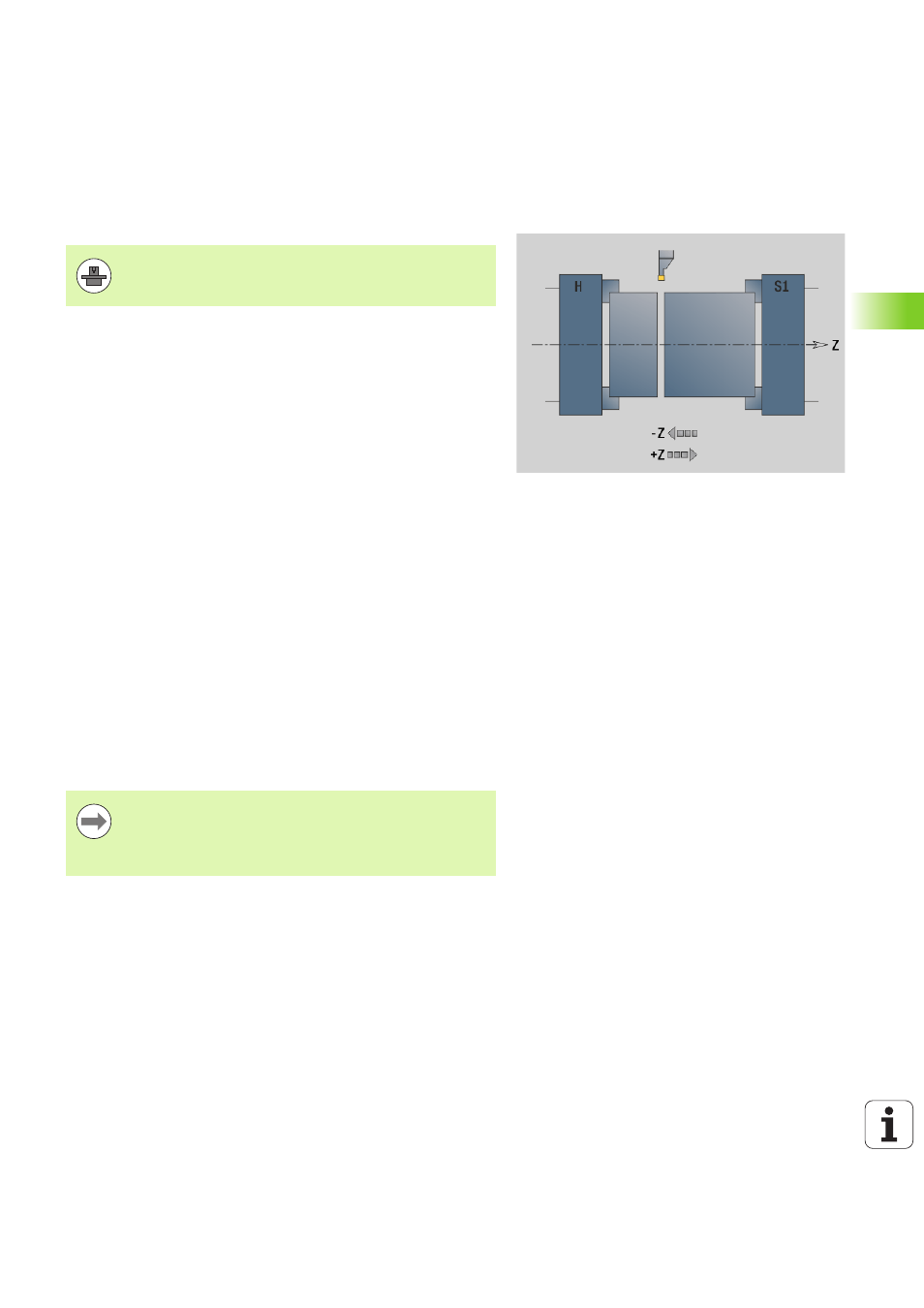
Contrôle de tronçonnage avec surveillance de
l'erreur de poursuite G917
La fonction G917 "surveille" la course de déplacement. Le contrôle
permet d'éviter les collisions lors d'opérations de tronçonnage
incomplètement exécutées.
La commande arrête le chariot en cas de force de traction trop
importante, et génère un "stop interpréteur".
Lors du contrôle du tronçonnage, la pièce tronçonnée est déplacée
dans le sens "Z+". Si une erreur de poursuite apparaît, la pièce est
considérée comme n'étant pas tronçonnée.
Le résultat est également mémorisé dans la variable #i99 :
0: La pièce n'a pas été tronçonnée correctement (erreur de
poursuite détectée)
1: La pièce a été tronçonnée correctement (aucune erreur de
poursuite détectée)
Le constructeur de votre machine définit l'étendue des
fonctions et le comportement de la fonction G917.
Consultez le manuel de la machine !
Paramètres
H
Force de traction
D
Numéro de l'axe (X=1, Y=2, Z=3, U=4, V=5, W=6, A=7,
B=8, C=9)
K
Distance en incrémental
O
Evaluation d'erreur
O=0: Evaluation d'erreur dans le programme expert
O=1: La commande délivre un message d'erreur.
Le contrôle de l'erreur de poursuite n'a lieu qu'après la
phase d'accélération.
Le potentiomètre d'avance est inactif pendant l'exécution
du cycle.