Perçage profond g74, 22 cy cles de perçag e – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 334
334
Programmation DIN
4.22 Cy
cles de perçag
e
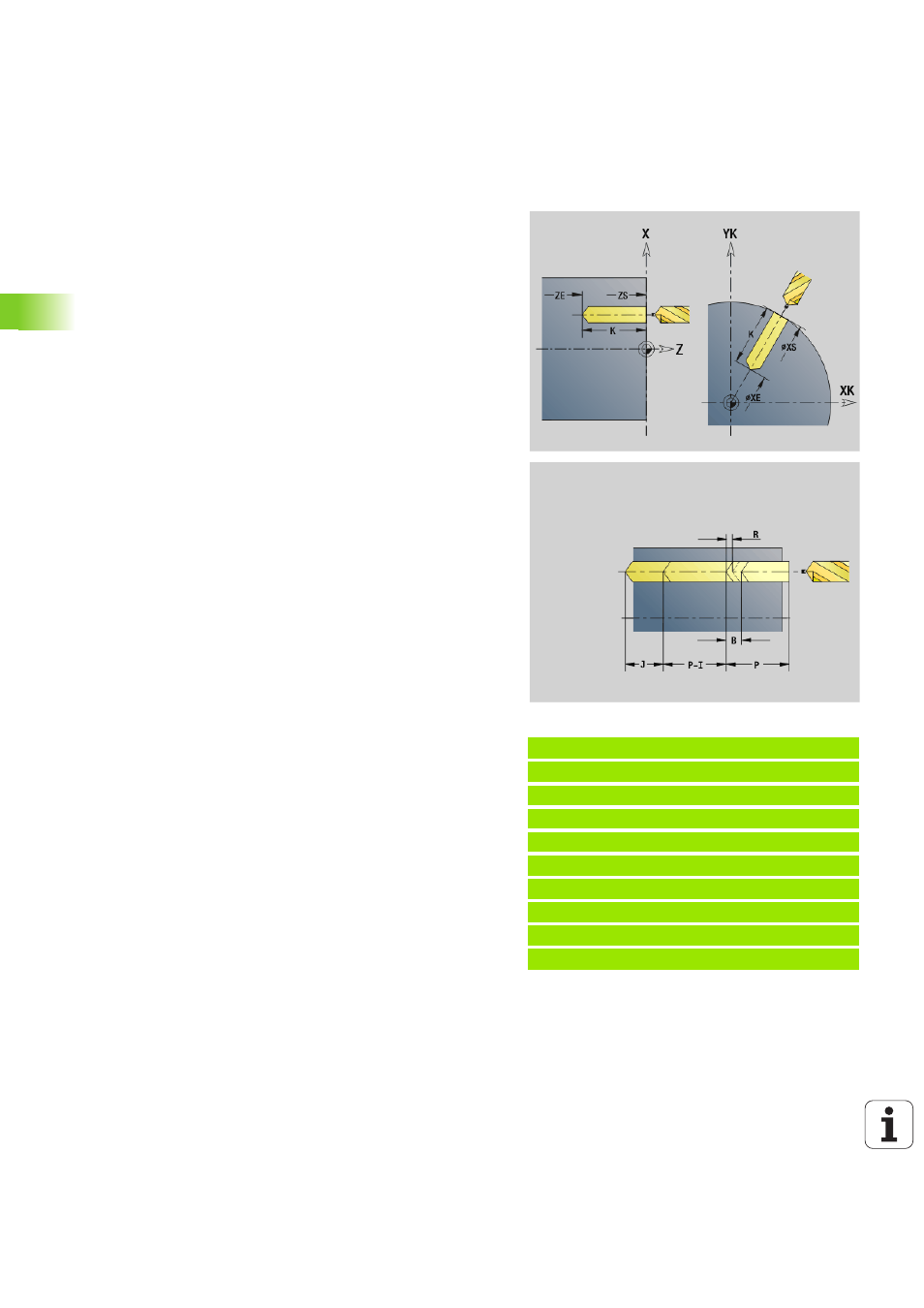
Perçage profond G74
G74 usine des perçages axiaux/radiaux en plusieurs étapes à l'aide
d'outils fixes ou tournants.
Beispiel: G74
. . .
N1 M5
N2 T4 G197 S1000 G195 F0.2 M103
N3 M14
N4 G110 C0
N5 G0 X80 Z2
N6 G745 XK0 YK0 Z2 K80 Wi90 Q4 V2
N7G74 Z-40 R2 P12 I2 B0 J8 [Perçage]
N8 M15
. . .
Paramètres
ID
Contour de perçage – Nom de la définition du perçage
NS
N° séquence du contour
Référence au contour du perçage (G49, G300 ou G310 Géo)
Aucune donnée : un seul perçage sans définition de contour
XS
Point initial perçage radial (cote de diamètre)
ZS
Point initial perçage axial
XE
Point final perçage radial (cote au diamètre)
ZE
Point final perçage axial
K
Profondeur de perçage (en alternative à XE/ZE)
P
1ère prof. perçage
I
Valeur de réduction (par défaut: 0)
B
Distance retrait (par défaut: Au "point initial du perçage")
J
Profondeur min. perçage (par défaut: 1/10 de "P")
R
Distance de sécurité intérieure
A
Longueur d'entrée/sortie – (par défaut: 0)
V
Variante de perçage traversant (réduction d'avance (50%) –
(par défaut: 0)
0 : sans réduction de l'avance
1: Réduction d'avance pour sortie
2: Réduction d'avance pour l'entrée
3: Réduction d'avance pour l'entrée et la sortie
RB
Plan de retrait (perçages radiaux: Cote de diamètre) – (par
défaut: Au point initial ou à la distance de sécurité)
E
Temporisation brise-copeaux en fin de perçage (en secondes)
– (par défaut: 0)
D
Vitesse de retrait et plongée à l'intérieur du trou (par défaut: 0)
0: Avance rapide
1 Avance d'usinage
BS
Numéro de l'élément, début (numéro du premier perçage à
usiner d'un motif)
BE
Numéro de l'élément, fin (numéro du dernier perçage à usiner
d'un motif)
H
Frein (de broche) inactif (par défaut: 0)
0: Frein de broche actif
1: Frein de broche Inactif