Transformations de contours g99, 29 a u tr es f o nctions g – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 394
394
Programmation DIN
4.29 A
u
tr
es f
o
nctions G
Transformations de contours G99
Avec la fonction G99, vous pouvez obtenir une image miroirs des
contours, les décaler, et placer la pièce dans une position d'usinage
souhaitée.
Paramètres
Q
La fonction n'est pas encore supportée
D
Numéro de la broche
X
Décalage X (cote au diamètre)
Z
Décalage Z
V
Image miroir de l'axe Z du système de coordonnées
Q=0: Pas d'image miroir
Q=1: Image miroir
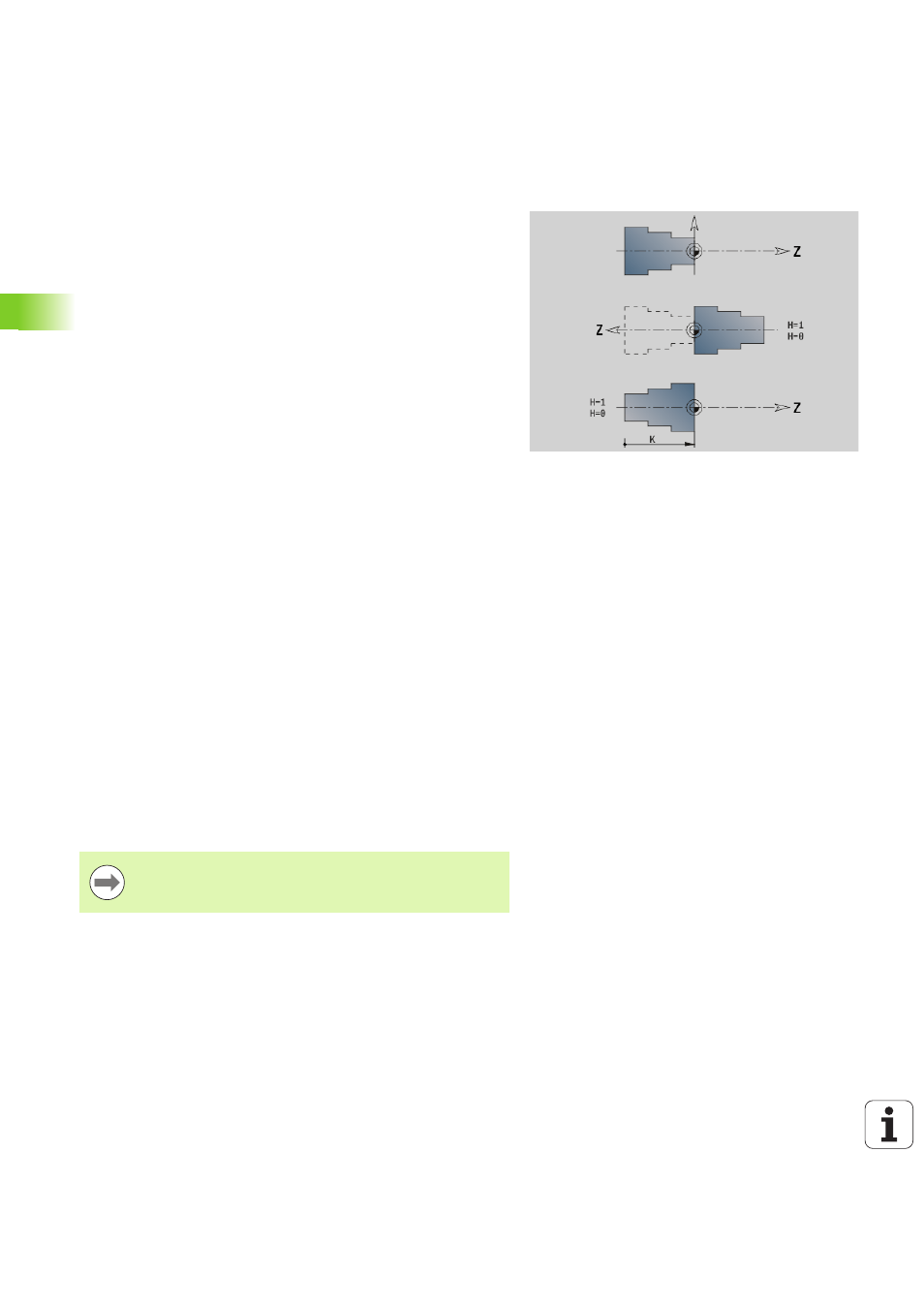
H
Type de transformation
H=0: Décaler le contour, pas d'image miroir
H=1: Décaler le contour, image miroir et inversion du
sens du contour.
K
Longueur des décalages : Décaler le système de
coordonnées dans le sens Z
O
Cacher les éléments lors des transformations
O=0: Tous les contours sont transformés
O=1: les contours auxiliaires ne sont pas transformés
O=2: les contours sur la face frontale ne sont pas
transformés
O=4: les contours sur l'enveloppe ne sont pas
transformés
Vous pouvez également additionner des valeurs saisies en
vue de combiner différents paramètres (p. ex. O=3 pour ne
pas transformer des contours auxiliaires et des contours de
la face frontale)
Programmez à nouveau G99 lorsque la pièce est
transférée à une autre broche ou si la position se décale
dans la zone d'usinage.