Droite sur le pourtour g111, 25 usinag e sur le pour to ur – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 349
HEIDENHAIN MANUALplus 620, CNC PILOT 640
349
4.25 Usinag
e sur le pour
to
ur
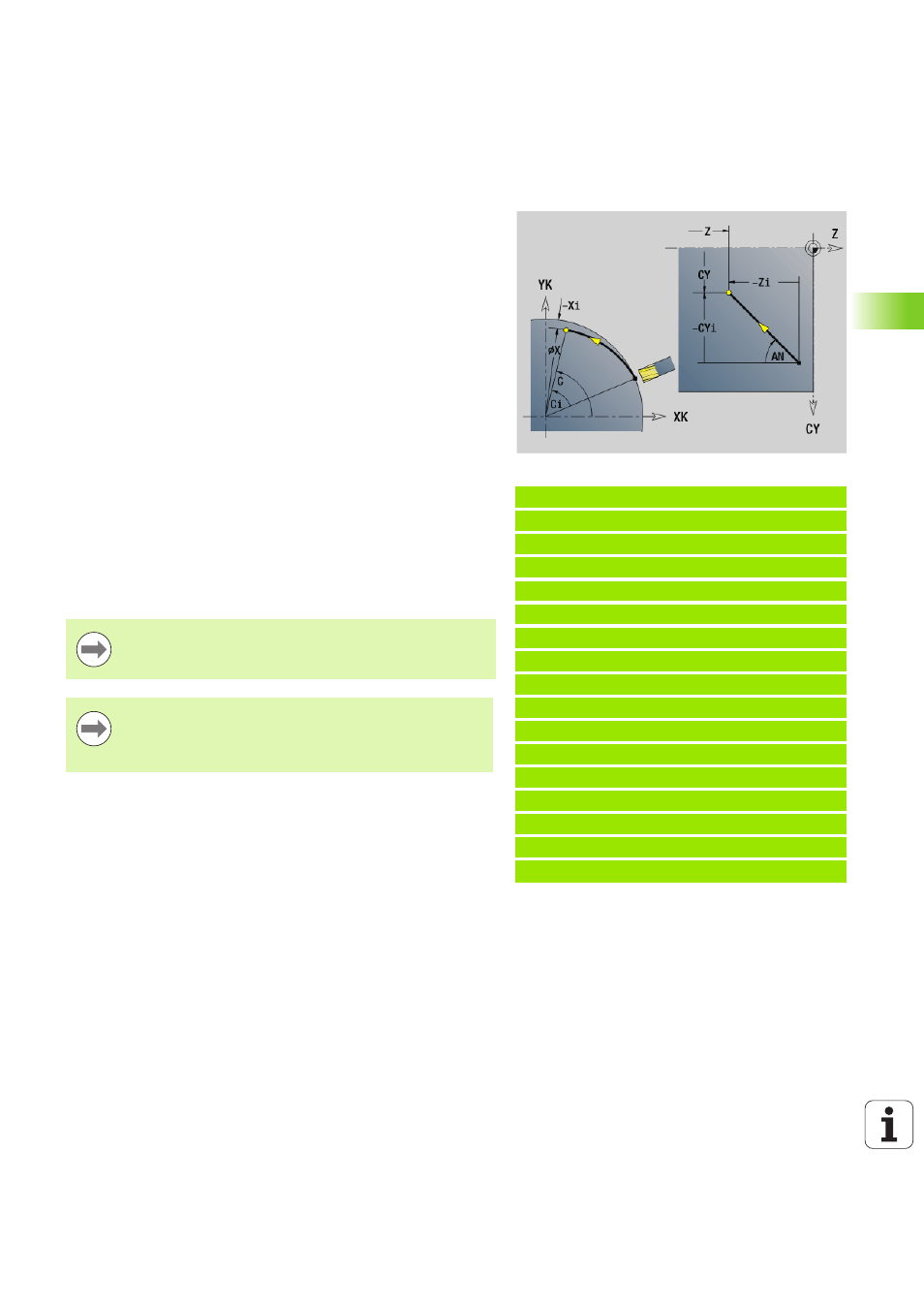
Droite sur le pourtour G111
G111 interpolation linéaire en avance travail jusqu'au "point final".
Beispiel: G111
. . .
[G111, G120]
N1 T8 G197 S1200 G195 F0.2 M104
N2 M14
N3 G120 X100
N4 G110 C0
N5 G0 X110 Z5
N6 G41 Q2 H0
N7 G110 Z-20 CY0
N8 G111 Z-40 [avance rapide, enveloppe]
N9 G113 CY39.2699 K-40 J19.635
N10 G111 Z-20
N11 G113 CY0 K-20 J19.635
N12 G40
N13 G110 X105
N14 M15
. . .
Paramètres
Z
Point final
C
Angle final – Direction angulaire: voir figure d'aide
CY
Point final en cote linéaire (référence: développé avec diamètre
de référence G120)
X
Point final (cote au diamètre) – (par défaut: Position effective
en X)
Paramètres pour la définition de géométrie (G80)
AN
Angle avec l'axe positif Z
BR
Chanfrein/arrondi. Définit la transition vers l'élément de
contour suivant. Programmez le point final théorique si vous
indiquez un chanfrein/arrondi.
Aucune donnée : raccordement tangentiel
BR=0: raccordement non tangentiel
BR\>0: rayon de l'arrondi
BR<0: largeur du chanfrein
Q
Point d'intersection. Point final lorsque la droite coupe un arc
de cercle (par défaut: 0):
Q=0: Point d'intersection proche
Q=1: Point d'intersection éloigné
Les paramètres AN, BR et Q doivent être utilisés pour un
cycle, et uniquement dans une description de contour qui
se termine par G80.
Programmation :
Z, C, CY : en absolu, en incrémental ou modal
Programmer soit Z–C, soit Z–CY