20 cycle de tronçonnage, Cycle de tronçonnage g859 – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 318
318
Programmation DIN
4.20 Cy
cle de tr
onçonnag
e
4.20 Cycle de tronçonnage
Cycle de tronçonnage G859
La fonction G859 tronçonne la pièce. Un chanfrein ou un arrondi (au
choix) est créé sur le diamètre extérieur. A l'issue de l'exécution du
cycle, l'outil se dégage et retourne au point de départ.
A partir de la position I, vous pouvez définir une réduction de l'avance.
Beispiel: G859
%859.nc
[G859]
N1 T3 G95 F0.23 G96 S248 M3
N2 G0 X60 Z-28
N3 G859 X50 Z-30 I10 XE8 E0.11 B1
FIN
Paramètres
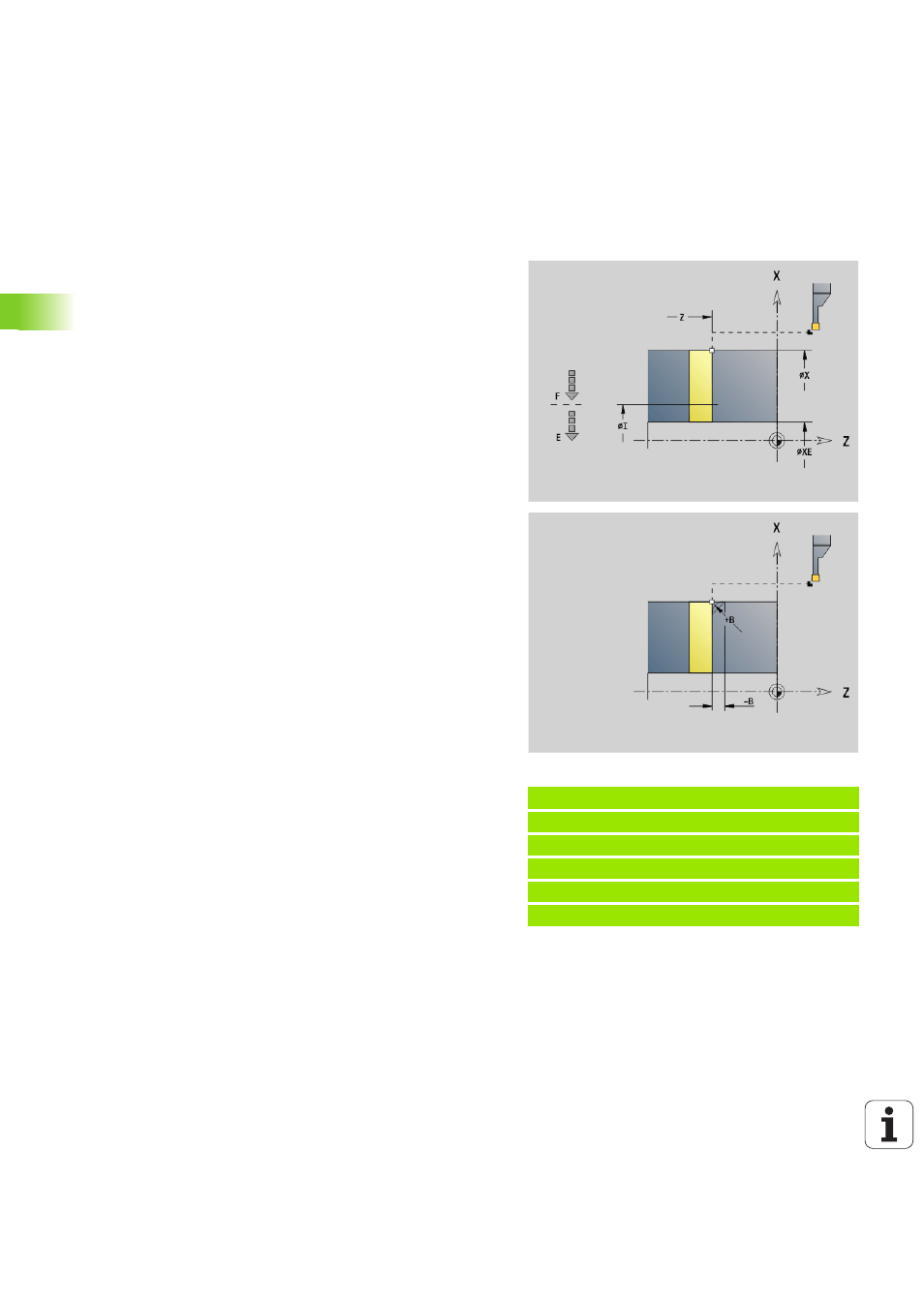
X
Diamètre tronçonnage
Z
Position tronçonnage
I
Diamètre pour réduction d'avance
I indiqué: à partir de cette position, la commande commute
sur l'avance "E"
I non indiqué: aucune réduction de l'avance
XE
Diamètre intérieur (tube)
E
Avance réduite
B
Chanfrein/arrondi
B\>0: rayon de l'arrondi
B<0: largeur du chanfrein
D
Limitation de la vitesse de rotation: vit. de rotation max. lors du
tronçonnage
K
Distance de retrait après le tronçonnage : relever l'outil à côté
de la surface transversale avant le retrait
SD
Limitation de la vitesse de rotation à partir du diamètre I
U
Diamètre à partir duquel le ramasse-pièces est activé (fonction
machine)