Point de changement d'outil g14, Définir le point de changement d'outil g140, 9 p o sitionner l'outil – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 251
HEIDENHAIN MANUALplus 620, CNC PILOT 640
251
4.9 P
o
sitionner l'outil
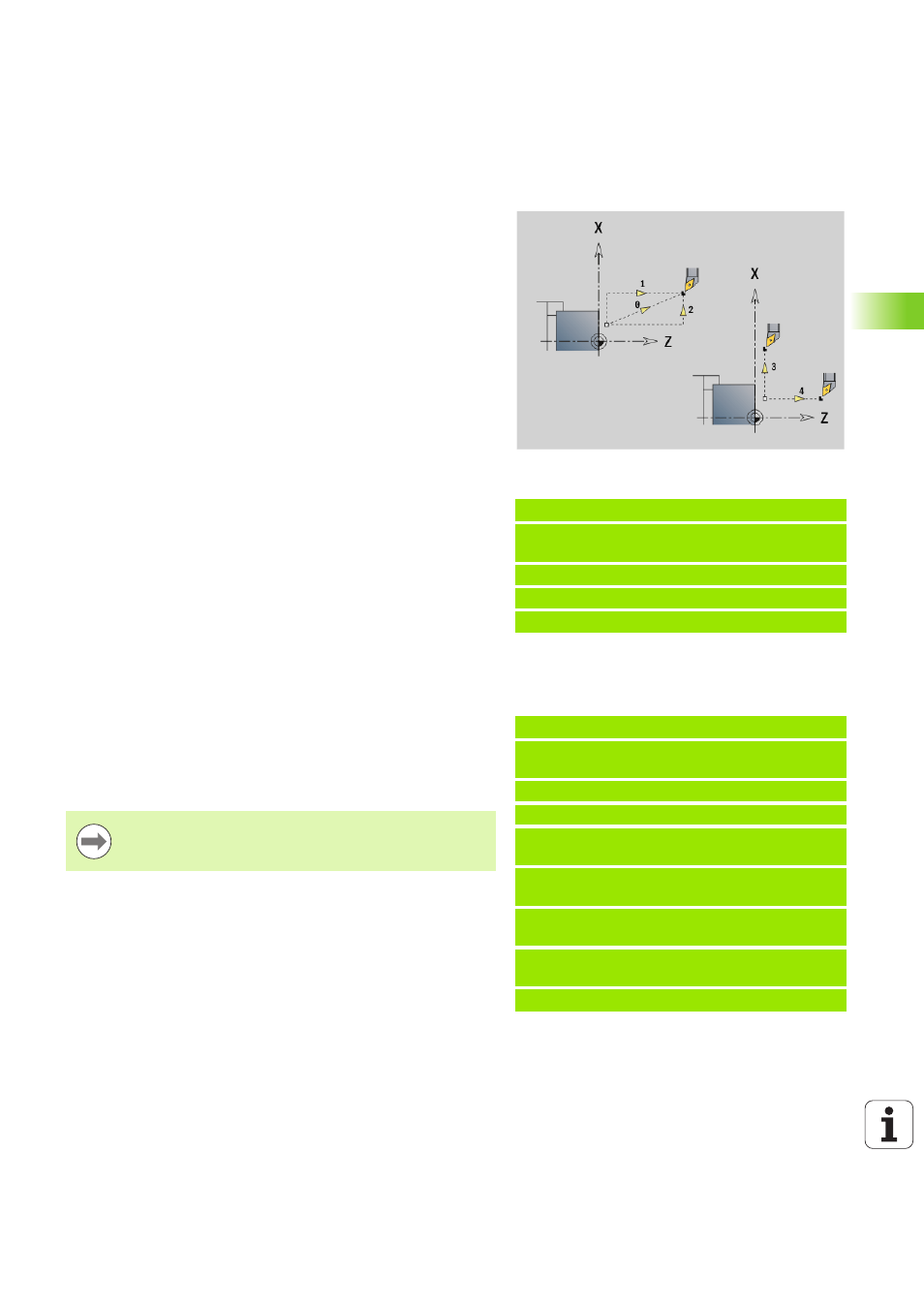
Point de changement d'outil G14
La fonction G14 effectue un déplacement en avance rapide jusqu'au
point de changement d'outil. Les coordonnées du point de
changement d'outil sont définies en mode Réglage.
Définir le point de changement d'outil G140
La fonction G140 définit la position du point de changement d'outil
défini sous D. Cette position peut être abordée avec G14.
Beispiel: G14
. . .
N1 G14 Q0 [approche du point de
changement d'outil]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X0 Z2
. . .
Paramètres
Q
Ordre de succession des déplacements (par défaut: 0)
0: Course en diagonale
1: d'abord X, puis Z
2: d'abord Z, puis X
3: Sens X seulement, Z inchangé
4: Sens Z seulement, X inchangé
D
Numéro du point de changement d'outil à aborder (0-2) (par
défaut =0, point de changement issu des paramètres)
Beispiel: G140
. . .
N1 G14 Q0 [point de changement d'outil issu
des paramètres]
N2 T3 G95 F0.25 G96 S200 M3
N3 G0 X40 Z10
N5 G140 D1 X100 Z100 [définition du pt de
chgt d'outil N°1]
N6 G14 Q0 D1 [approche du pt de chgt d'outil
N°1]
N7 G140 D2 X150 [définition du pt de chgt
d'outil N°2, avec Z issu des paramètres]
N8 G14 Q0 D2 [approche du pt de chgt d'outil
N°2]
. . .
Paramètres
D
Numéro du point de changement d'outil (1-2)
X
Diamètre – Position de point de changement d'outil
Z
Longueur – Position de point de changement d'outil
Les paramètres manquants pour X, Z sont complétés avec
les valeurs des paramètres du point de changement
d'outil.