24 usinage sur la face frontale/ arrière, Avance rapide sur la face frontale/arrière g100, 24 usinage sur la face frontale/arrière – HEIDENHAIN SW 54843x-03 DIN Programming Manuel d'utilisation
Page 344
344
Programmation DIN
4.24 Usinag
e sur la f
a
ce fr
ontale/ar
ri
èr
e
4.24 Usinage sur la face frontale/
arrière
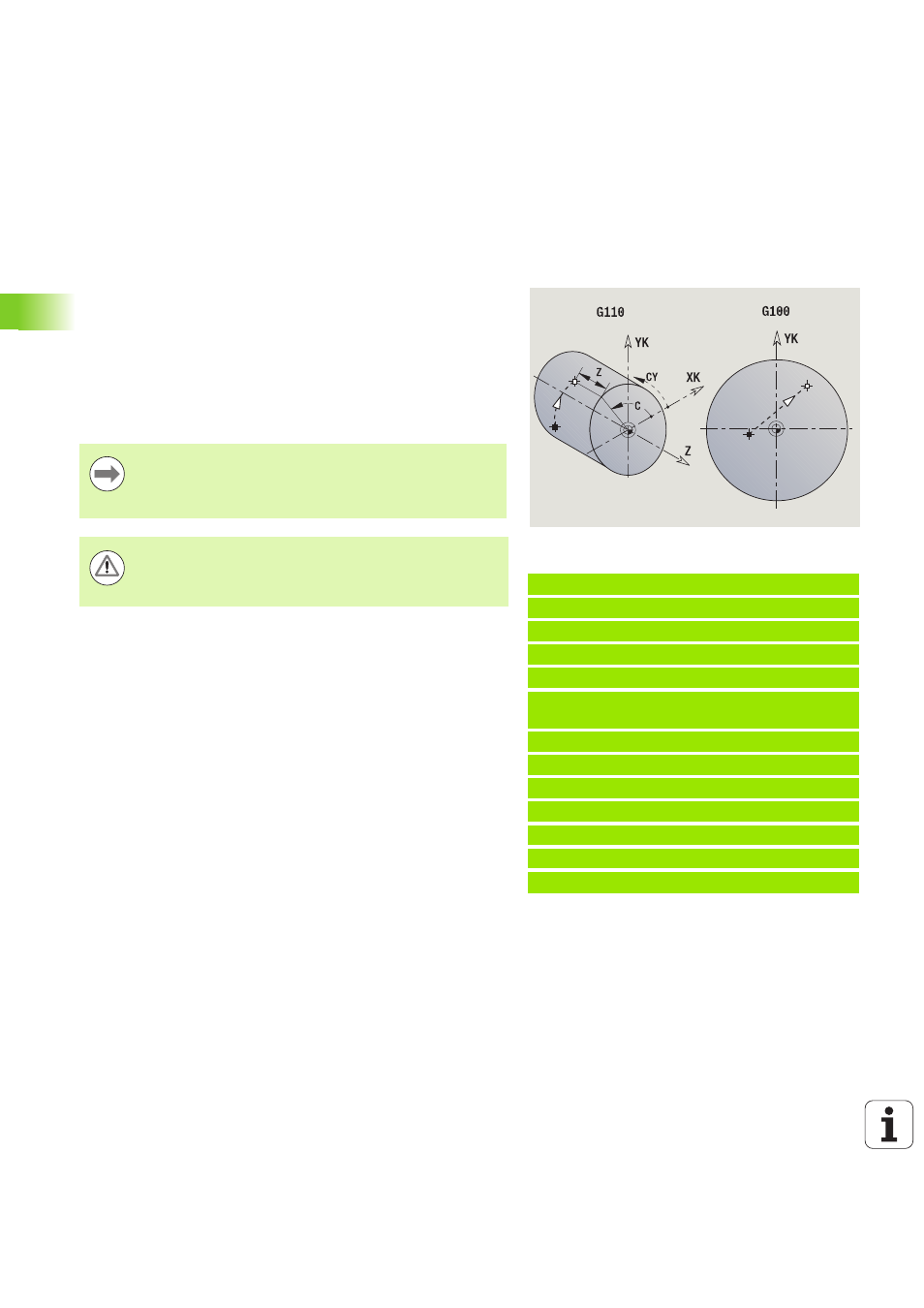
Avance rapide sur la face frontale/arrière G100
G100 déplace l'outil en avance rapide sur la trajectoire la plus courte
jusqu'au "point final".
Beispiel: G100
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N6 G100 XK20 YK5 [avance rapdie sur la face
frontale]
N7 G101 XK50
N8 G103 XK5 YK50 R50
N9 G101 XK5 YK20
N10 G102 XK20 YK5 R20
N11 G14
N12 M15
. . .
Paramètres
X
Point final (Cote au diamètre)
C
Angle final – Direction angulaire: voir figure d'aide
XK
Point final (cartésien)
YK
Point final (cartésien)
Z
Point final (par défaut: Position courante en Z)
Programmation :
X, C, XK, YK, Z : absolu, incrémental ou modal
Programmer soit X–C, soit XK–YK
Attention ! Risque de collision !
Avec la fonction G100, l'outil se déplace en ligne droite.
Utilisez G110 pour positionner la pièce à un angle donné.