6 mode inspection, 5 mode automatique – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 58
3 Mode Manuel ou Automatique
46
Suite: cf. page suivante
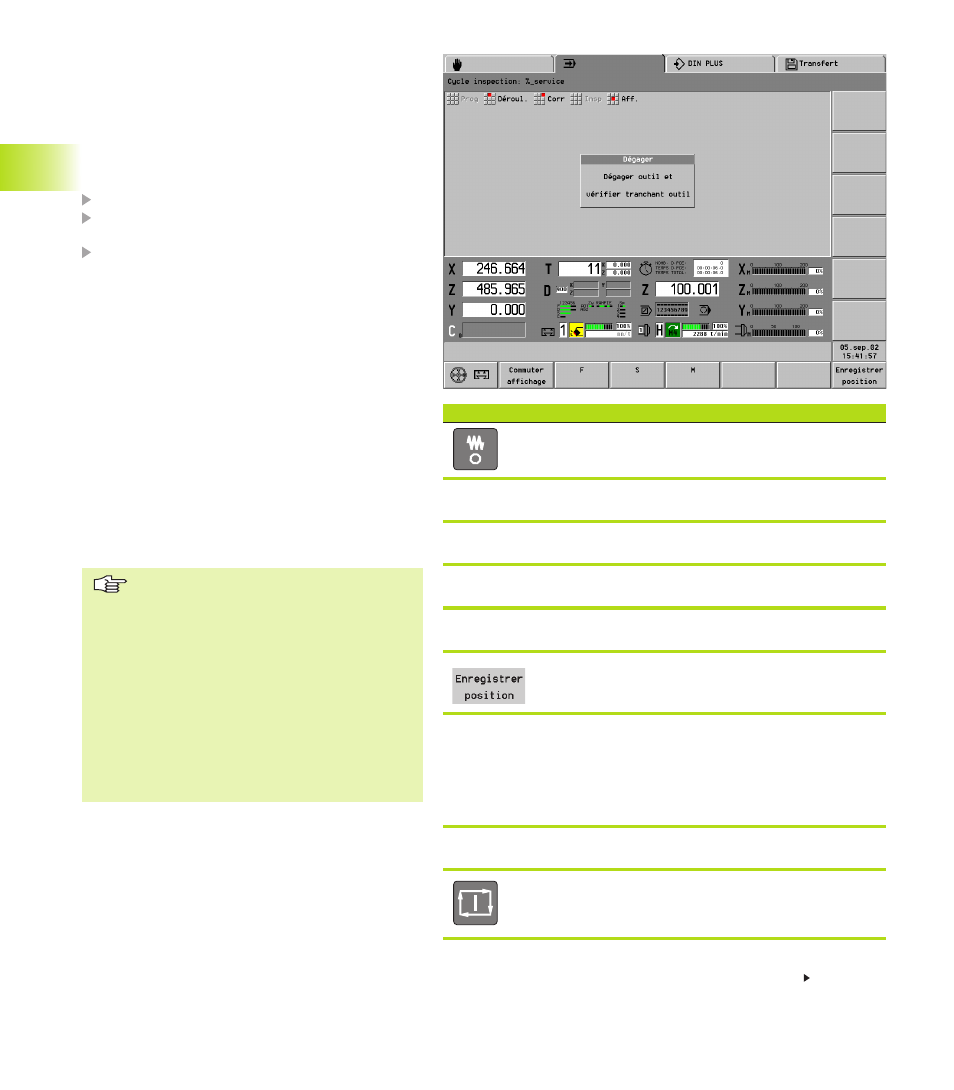
3.5.6 Mode Inspection
Vous pouvez interrompre le déroulement du
programme, contrôler l'„outil actif“, corriger la
plaquette ou la changer et poursuivre le programme
à l'endroit où il a été interrompu.
Le cycle d'inspection est exécuté en plusieurs
étapes:
Interrompre le programme et „dégager“ l'outil
Contrôler l'outil et, si nécessaire, changer la
plaquette
Rétracter l'outil
■
la plaquette était o.k.: poursuivre
automatiquement le déroulement du programme
■
avec une nouvelle plaquette: calculer les
valeurs de correction par „affleurement“ –
Poursuivre ensuite le déroulement automatique
du programme
Lorsque vous „dégagez“ l'outil, la CNC PILOT
enregistre les cinq premiers déplacements. Ce
faisant, chaque changement de sens correspond à
une course.
Vous pouvez poursuivre le programme CN avant le
point d'interruption. Vous indiquez alors la distance
jusqu'au „point d'interruption“. Si la „distance“ est
supérieure la distance entre le début de la
séquence et le point d'interruption, la CNC PILOT
redémarre à partir du début de la séquence CN
interrompue.
■
Pendant le processus d'inspection,
vous pouvez orienter la tourelle,
actionner les touches de broche, etc.
■
Si la tourelle a été orientée, le
programme de retour installe l'outil
„correct“.
■
Lors d'un changement de plaquettes,
sélectionnez les valeurs de correction de
manière à ce que l'outil s'arrête en avant
de la pièce.
■
En situation Arrêt cycle, vous pouvez
interrompre le cycle d'inspection avec
ESC et commuter en mode „Manuel“.
Mode Inspection
Interrompre l'exécution du programme
<
Sélectionner „Insp(ection)“
<
Dégager l'outil avec les touches de sens manuelles.
<
Si nécessaire, orienter la tourelle.
<
Inspecter la plaquette – si nécessaire, la changer.
<
Achever l'inspection – La CNC PILOT charge le
programme de retour (“_SERVICE“).
<
La boîte de dialogue „Corection d'outil“ s'ouvre. Inscrivez la
correction d'outil et valider „OK“.
Avec une nouvelle lame, sélectionnez la valeur de correction de
manière à ce que l'outil soit situé pour le retour en avant la
pièce.
<
Activer si nécessaire la broche.
<
Lance le programme de retour.
<
3.5 Mode automatique