6 commandes d'usinage – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 131
CNC PILOT 4290 HEIDENHAIN
119
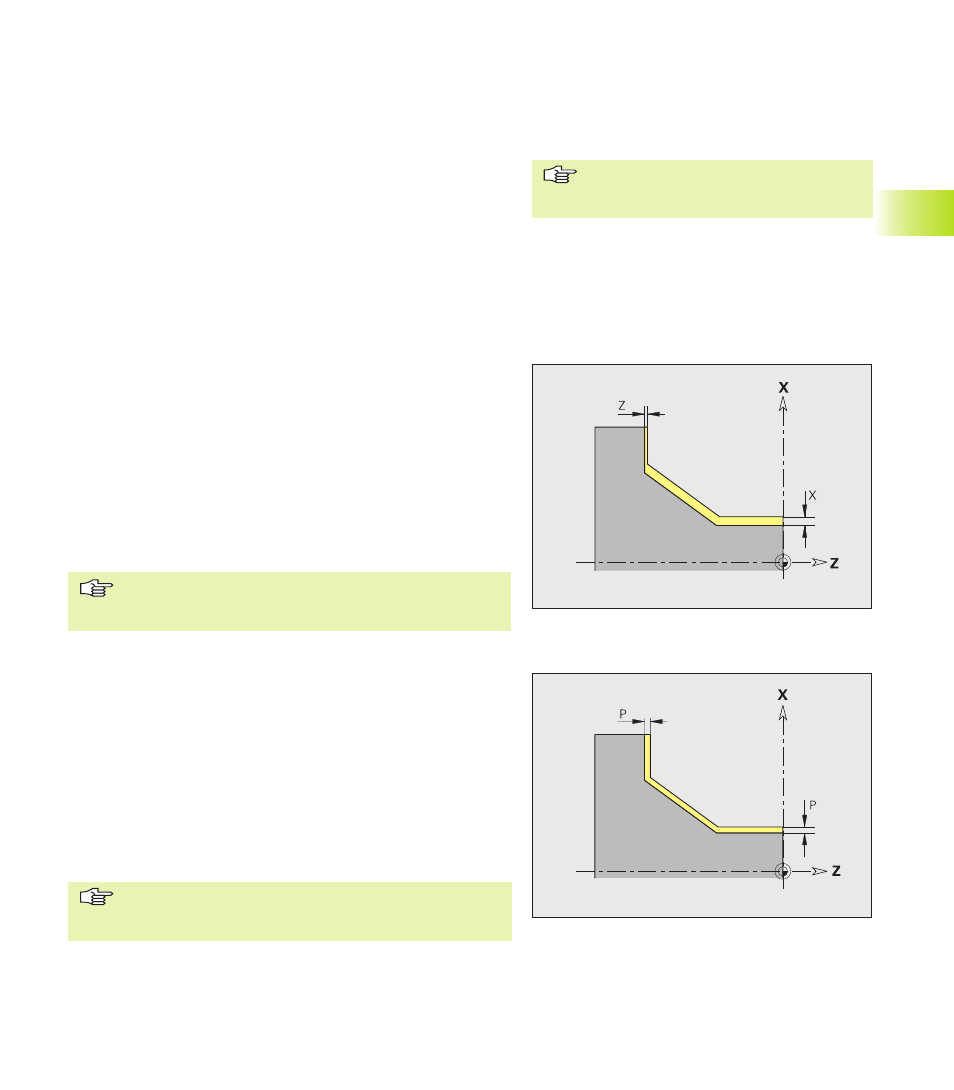
Surépaisseur parallèle au contour (équidistante)
G58
Une surépaisseur négative est autorisée avec G890. Programmez
G58 avant l'appel du cycle.
G58 agit dans les cycles suivants – Après l'exécution du cycles, les
surépaisseurs
■
sont effacées: G810, G820, G830, G835, G860, G869, G890
■
ne sont pas effacées: G83
Paramètre
P:
Surépaisseur
Si la surépaisseur est programmée avec G58 et dans le
cycle, la commande utilise celle qui est programmée
dans le cycle.
G147 remplace la distance de sécurité
définie dans les paramètres (paramètres
d'usinage 2, ...) ou avec G47.
Désactiver la surépaisseur G52
G52 a la même fonction que G50! – Utilisez G50.
Paramètre
P:
Surépaisseur – ne sera pas utilisée
Distance de sécurité G147
Distance de sécurité dans les cycles de fraisage G840...G846 et de
perçage G71, G72, G74.
Paramètre
I:
Distance de sécurité du plan de fraisage (seulement pour les
opérations de fraisage)
K:
Distance de sécurité dans le sens de la plongée (passe en
profondeur)
4.6 Commandes d'usinage
Surépaisseur paraxiale G57
G57 définit différentes surépaisseurs en X et Z. Programmez G57
avant l'appel du cycle.
G57 agit dans les cycles suivants – Après l'exécution du cycles, les
surépaisseurs
■
sont effacées: G810, G820, G830, G835, G860, G869, G890
■
ne sont pas effacées: G81, G82, G83
Paramètre
X, Z: Surépaisseur (cote de diamètre X) – valeurs positives
seulement
Si les surépaisseurs sont programmées avec G57 et
dans le cycle, ce sont les surépaisseurs du cycle qui sont
valables.