5 p a ramètr es d'usinag e – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 376
7 Paramètres
364
7.5 P
a
ramètr
es d'usinag
e
■
Approche finition externe [ANFA]
■
Approche finition interne [ANFI]
■
Départ (sortie) finition externe [ABFA]
■
Départ (sortie) finition interne [ABFI]
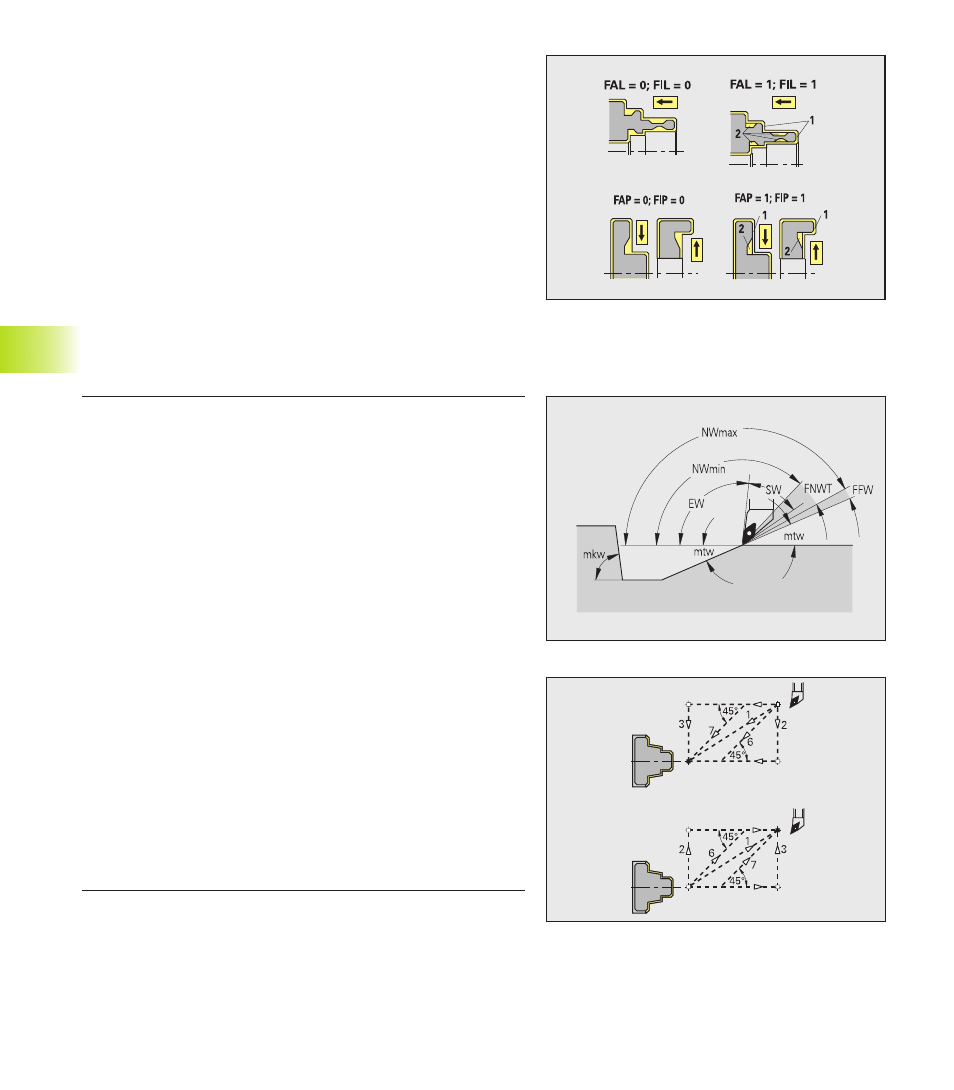
Mode de sortie/d'approche:
■
1: sens X et Z simultanément
■
2: sens X puis Z
■
3: sens Z puis X
■
6: déplacement accouplé, sens X avant Z
■
7: déplacement accouplé, Z avant sens X
Les déplacements d'approche et de sortie du contour sont
effectués en avance rapide (G0).
Les paramètres suivants définissent l'usinage des zones de
contour:
■
Standard/complet – ext./long. [FAL]
■
Standard/complet – int./long. [FIL]
■
Standard/complet – ext./transv. [FAP]
■
Standard/complet – int./transv. [FIP]
Introduction:
■
0 – Finition complète: TURN PLUS recherche l'outil optimal pour
usiner toute la zone du contour.
■
1 – Finition standard:
■
est réalisée en priorité avec les outils de finition standard. Les
tournages libres et dégagements sont usinés avec un outil
adapté.
■
Si l'outil standard de finition n'est pas adapté aux tournages
libres et aux dégagements, TURN PLUS sépare les opérations
d'usinage standard et l'usinage des éléments de forme.
■
Si la séparation entre l'usinage standard et celui des éléments
de forme n'est pas possible, TURN PLUS commute sur l'„usinage
intégral“.
Finition – Tolérances d'outils, approche et sortie du contour
Règles en vigueur pour la sélection de l'outil:
■
Angle de réglage (EW): EW >= mkw (mkw: angle de contour
ascendant)
■
Angle de réglage (EW) et de pointe (SW):
NWmin < (EW+SW) < NWmax
■
Angle secondaire (FNWT): FNWT = NWmax – NWmin
■
Tolérance angle secondaire [FNWT] – Plage de tolérance pour
l'arête de coupe secondaire
■
Angle de coupe de dégagement [FFW] – Différence min. contour
– arête de coupe secondaire