HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 310
6 TURN PLUS
298
Paramètres de transfert pour programme expert
ayant un autre nom
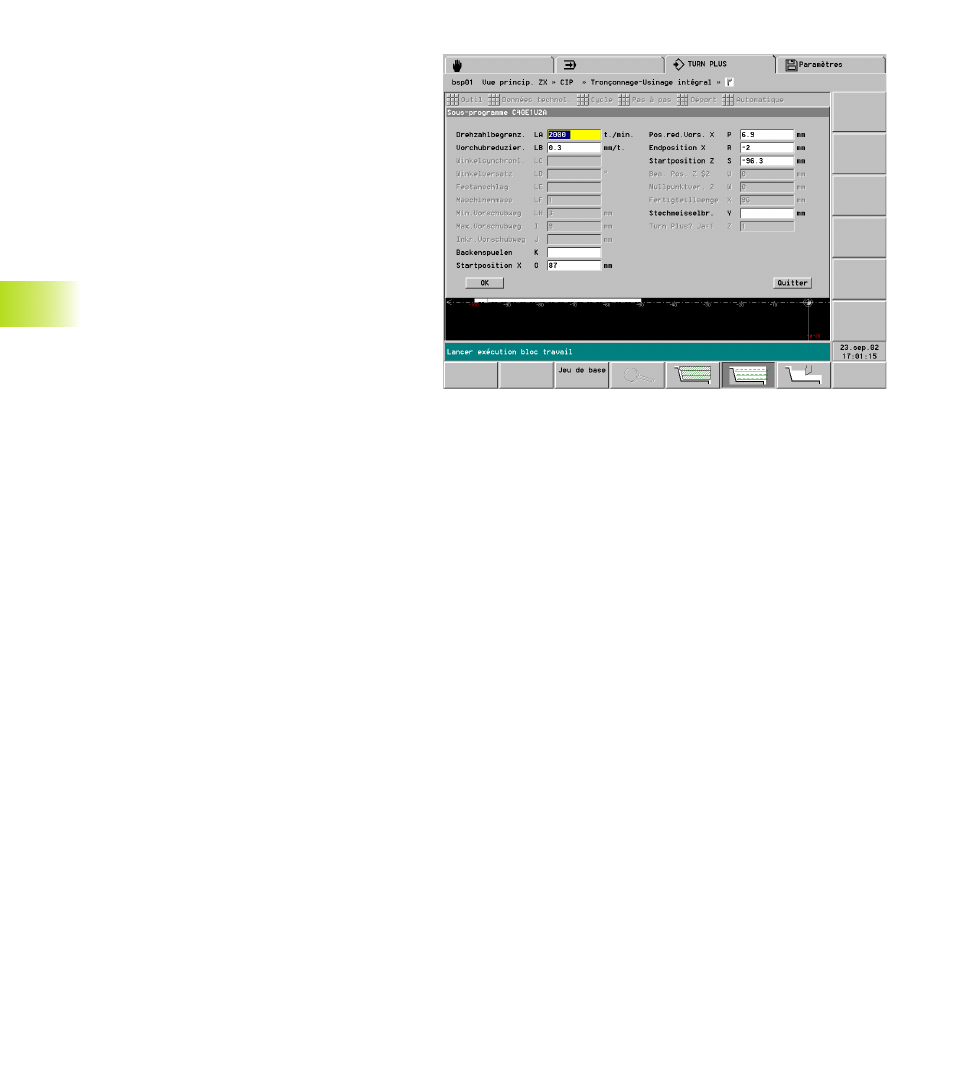
„Tronçonnage“ (cf. figure)
Limite de la vitesse de rotation (LA): pour le
processus de tronçonnage
Réduction d'avance (LB): Valeur d'avance pour la
„dernière partie“ du processus de
tronçonnage
Rinçage des mors (K): Cf. Manuel de la machine
Position initiale X (O): pour le processus de
tronçonnage – Valeur par défaut: prélevée
dans la définition de la pièce
Position avance réduite X (P): A partir de cette
position, l'outil se déplace suivant l'avance
réduite
Position finale X (R): Position finale lors du
tronçonnage
Position initiale Z (S): pour le processus de
tronçonnage – Valeur par défaut: Elément
vertical prélevé dans la „sélection validée“
Largeur de l'outil à tronçonner (Y): Largeur de coupe
de l'outil utilisé pour le tronçonnage
„Transfert de pièces“ (cf. également „
6.11 Outillage
– Desserrer/reserrer“)
Course avec synchronisation angulaire (LC):
■
0: Course avec synchronisation angulaire
■
1: Course avec synchronisation de vitesse
Déport angulaire (LD): pour course avec
synchronisation angulaire
Butée fixe (LE):
■
0: Avec déplacement en butée auf fixe
■
1: Sans déplacement en butée fixe
Cote machine (LF): Position d'enlèvement à la cote
machine n (n: 1..6)
Course d'avance min. (LH): Pour „déplacement en
butée fixe“ (cf. Manuel de la machine)
Course d'avance max. (I): Pour „déplacement en
butée fixe“ (cf. Manuel de la machine)
Course d'avance incrémentale (J): Pour
„déplacement en butée fixe“ (cf. Manuel
de la machine)
6.12 Création Int
er
activ
e du Plan de tr
a
v
ail (CIP)
Position d'usinage Z $2 (U): Position de travail de la contre-broche –
Valeur par défaut: Offset du point zéro, par ex. à partir du
paramètre-machine 1164 pour l'axe Z $1 (cf. figure)
Décalage du point zéro (W): Décalage du point zéro CN (calcul:
Distance entre le point de référence du mandrin à l'arête
de butée du mors de serrage + longueur de la pièce finie)
Longueur pièce finie (LF): dans la définition de la pièce
Avec TURN PLUS (Z):
■
1: Préparer le travail sur la contre-broche (activer les
conversions, décalage de point zéro, etc.)