6 commandes d'usinage – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 133
CNC PILOT 4290 HEIDENHAIN
121
Additionner les cotes d'outils G710
Avec une commande T, la CNC PILOT remplace les dimensions de
l'outil précédent par celles du nouvel outil. Si vous utilisez „Q710
Q1“, les cotes du nouvel outil sont additionnées aux cotes
précédentes.
Paramètre
Q:
Additionner les cotes d'outils
■
Q=0: arrêt
■
Q=1: marche
Exemple „Additionner les cotes d'outils“
dispositif rotatif de prise
outils fixes sur porte-outils 2
outil d'ébauche pour usinage sur face arrière
installer le dispositif de prise
changer la pièce de la broche principale vers le
dispositif de prise (programme expert)
„additionner“ les cotes d'outils
additionner cotes du dispositif de prise
à celles de l'outil fixe
. . .
TOURELLE 1
. . .
T14 IDPRISE
. . .
TOURELLE 2
T2001 ID116-80-080.1
. . .
USINAGE
. . .
N100 T14
N101 LEXPREH V1
N102 G710 Q1
N103 T2001
. . .
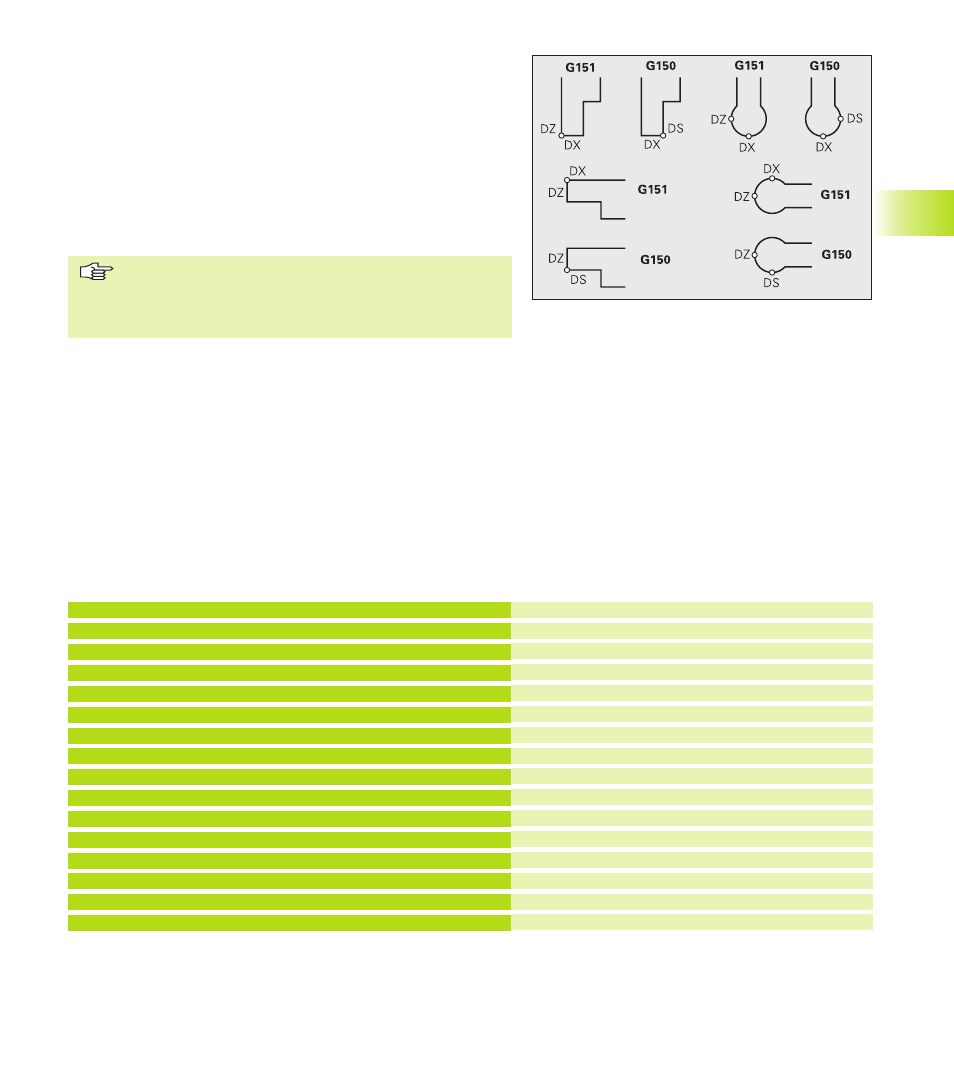
Conversion de la pointe d'outil droite G150
Conversion de la pointe d'outil gauche G151
Définit le point de référence de l'outil pour les outils d'usinage de
gorges ou les galets de tournage.
■
G150: Point de référence pointe droite de l'outil
■
G151: Point de référence pointe gauche de l'outil
G150/G151 agit à partir de la séquence où elle a été programmée.
Elle reste active
■
jusqu'au changement d'outil suivant
■
jusqu'à la fin du programme
■
Les valeurs effectives affichées se réfèrent toujours à
la pointe de l'outil définie dans les données d'outils.
■
Si vous utilisez la CRD, vous devez aussi adapter G41/
G42 après G150/G151.
4.6 Commandes d'usinage
Exemple d'application
Pour l'usinage intégral, la pièce usinée sur la face
avant est saisie par un „dispositif rotatif de prise“.
L'usinage de la face arrière est réalisé avec des
outils fixes. Pour cela, les cotes du dispositif de
prise sont additionnées à celles de l'outil fixe.