7 cy cles de t our nag e – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 145
CNC PILOT 4290 HEIDENHAIN
133
4.7 Cy
cles de t
our
nag
e
■
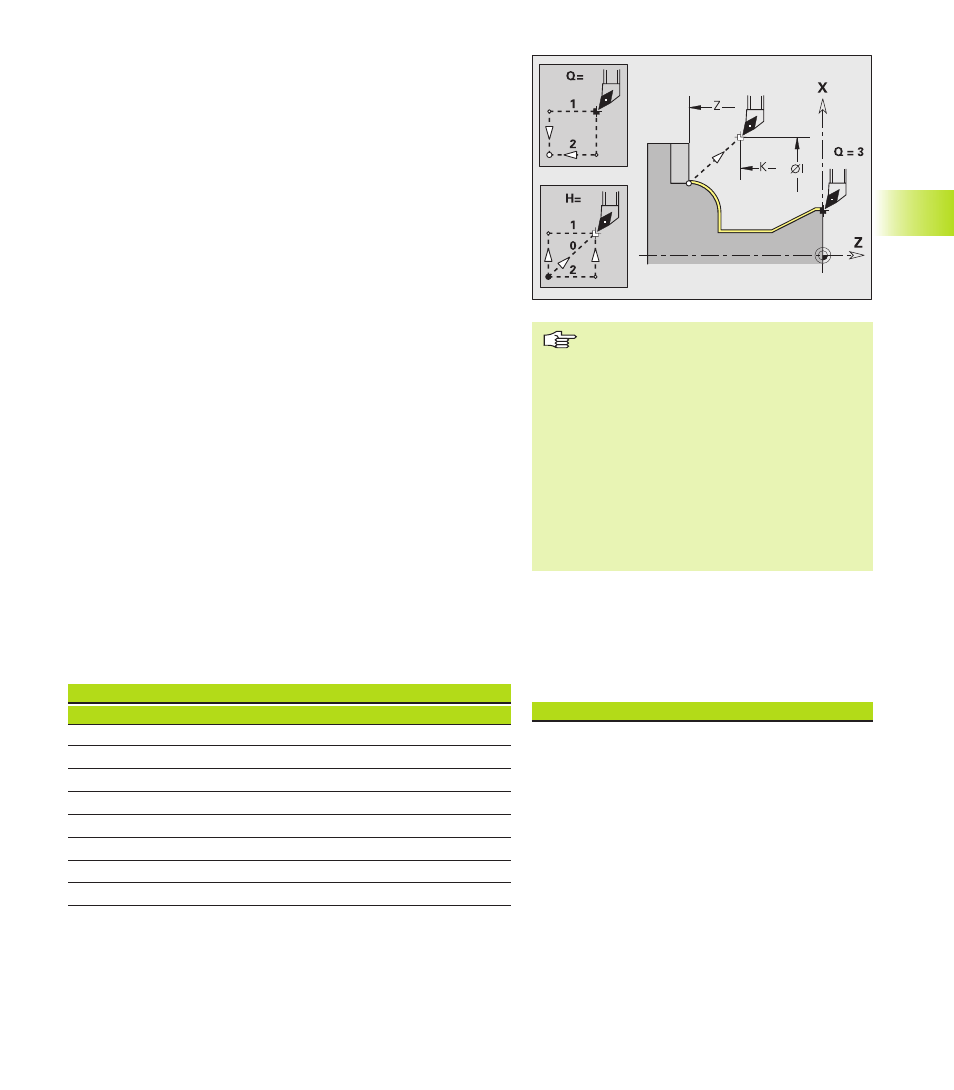
Q=2: d'abord dans le sens Z, puis X
■
Q=3: pas d'approche – L'outil est situé à proximité du point
initial de la section de contou
■
Q=4: finition restante
H:
Type de dégagement – par défaut: 3
L'outil est relevé sous 45° dans le sens inverse du sens de
l'usinage et se déplace à la position +I, K” de la manière
suivante:
■
H=0: en diagonale
■
H=1: d'abord dans le sens X, puis Z
■
H=2: d'abord dans le sens Z, puis X
■
H=3: demeure à la distance de sécurité
■
H=4: pas de mouvement de dégagement – l'outil demeure
à la coordonnée finale
X:
Limitation de coupe (cote de diamètre) – par défaut: pas de
limitation de coupe
Z:
Limitation de coupe – par défaut: pas de limitation de coupe
D:
Occultation d'éléments (agit sur l'usinage de dégagements,
de tournages libres et de gorges: cf. tableau) – par défaut: 1
I, K:
Point final abordé à la fin du cycle (I cote de diamètre)
O:
Réduction d'avance – par défaut: 0
■
O=0: réduction d'avance active
■
O=1: pas de réduction d'avance
Vous occultez les dégagements/combinaisons de dégagements de
la manière suivante:
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
K
0
•
•
•
•
•
•
1
•
•
–
•
–
–
2
•
•
–
•
•
•
3
•
•
•
•
–
–
4
•
•
–
•
•
–
5
•
•
–
•
–
–
6
•
•
–
•
–
•
7
–
–
–
–
–
–
„•“: occultation d'éléments
Autres codes D pour occulter les dégagements/
gorges. Additionnez les codes pour occulter
plusieurs dégagements/gorges:
Appel G
Fonction
Code D
G22
Joint d'étanchéité gorge
512
G22
Circlip gorge
1.024
G23 H0
Gorge générale
256
G23 H1
Tournage libre
2.048
G23 H4
Dégagement de forme U
32.768
G23 H5
Dégagement de forme E
65.536
G23 H6
Dégagement de forme F
131.072
G23 H7
Dégagement de forme G
262.144
G23 H8
Dégagement de forme H
524.288
G23 H9
Dégagement de forme K
1.048.576
Limitation de coupe: La position de
l'outil avant l'appel de cycle est
déterminante pour l'exécution d'une
limitation de coupe. La CNC PILOT
enlève les copeaux du côté de la
limitation de coupe où se trouve l'outil
avant l'appel du cycle.
Surépaisseurs G57: „agrandissent“ le
contour (y compris un contour interne)
Surépaisseur G58:
■
>0: „agrandit“ le contour
■
<0: „diminue“ le contour
Surépaisseurs G57/G58 sont effacées
après la fin du cycle