7 cy cles de t our nag e – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 140
4 DIN PLUS
128
4.7 Cy
cles de t
our
nag
e
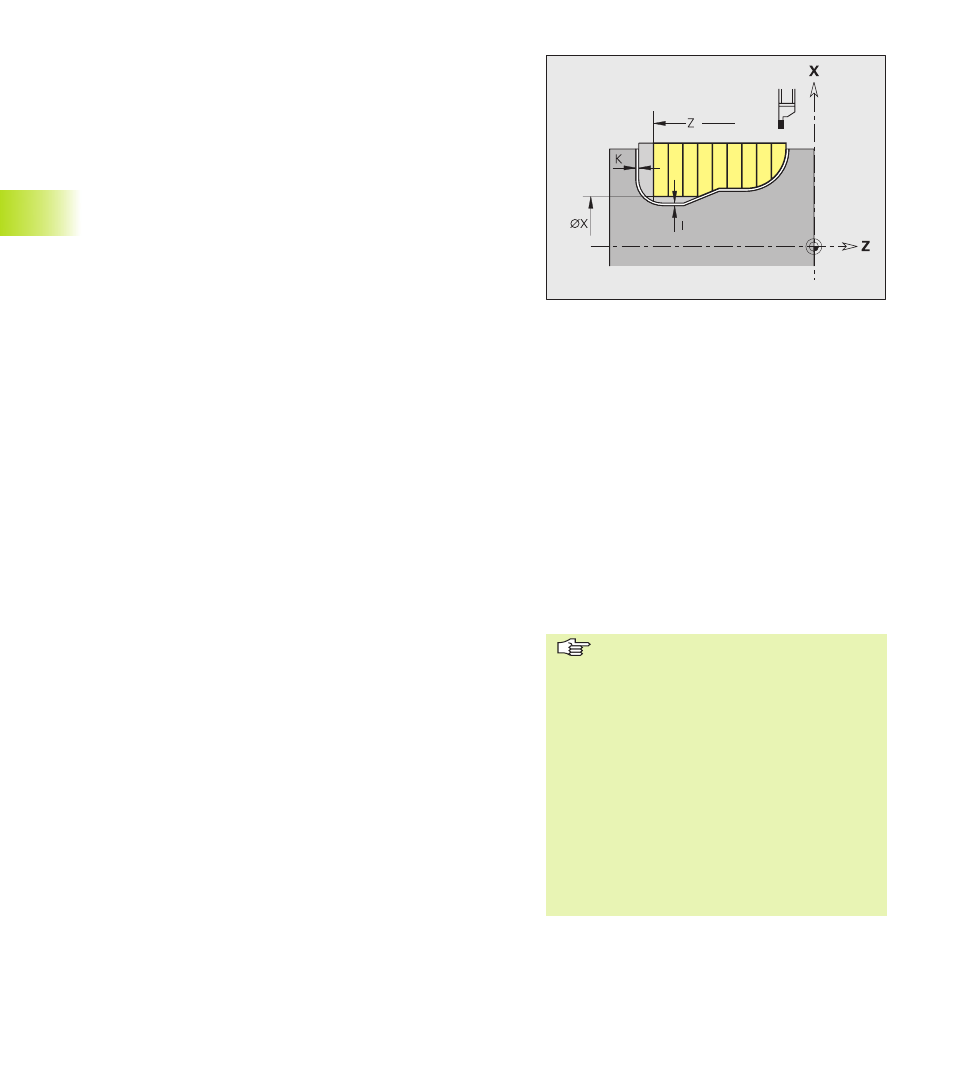
Gorge de contour G860
G860 ébauche axialement/radialement la zone de contour définie
par „NS, NE“. Le contour à usiner peut comporter plusieurs
dépressions. La CNC PILOT reconnaît à l'aide de la définition d'outil
s'il s'agit d'une opération d'usinage externe ou interne ou d'une
gorge radiale ou axiale.
Calcul de la répartition des passes (SBF: cf. Paramètre d'usinage 6):
Décalage max. = SBF * largeur de la dent
Avec „NS – NE“, vous définissez le sens de l'usinage. Si le contour à
usiner ne comporte qu'un seul élément:
■
uniquement NS programmé: Usinage dans le sens défini du
contour
■
NS et NE programmés: Usinage dans le sens inverse du sens
défini du contour
Le cas échéant, la surface d'usinage est subdivisée en plusieurs
zones (par ex. en cas de dépressions sur le contour).
La forme de programmation la plus simple consiste à indiquer NS
ou NS et NE.
Paramètres
NS:
Début-n° séquence (début de la section de contour – ou
référence à une gorge définie avec G22-/G23-Géo)
NE:
Fin - n° séquence (fin de la section de contour) – inutile si le
contour est défini avec G22-/G23-Géo
I:
Surépaisseur en X (cote de diamètre) – par défaut: 0
K:
Surépaisseur en Z – par défaut: 0
Q:
Déroulement – par défaut: 0
■
Q=0: ébauche et finition
■
Q=1: ébauche seulement
■
Q=2: finition seulement
X:
Limitation de coupe dans le sens X (cote de diamètre) – par
défaut: pas de limitation de coupe
Z:
Limitation de coupe dans le sens Z – par défaut: pas de
limitation de coupe
V:
Définition début/fin – par défaut: 0
Un chanfrein/arrondi sera usiné:
■
V=0: au début et à la fin
■
V=1: au début
■
V=2: à la fin
■
V=3: pas d'usinage
E:
Avance de finition – par défaut: avance active
H:
Type de dégagement en fin de cycle – par défaut: 0
■
H=0: retour au point initial (gorge axiale: sens Z puis sens X);
gorge radiale: sens X puis sens Z)
■
H=1: positionne l'outil devant le contour fini
■
H=2: relève l'outil à la distance de sécurité et arrête
Limitation de coupe: La position de
l'outil avant l'appel de cycle est
déterminante pour l'exécution d'une
limitation de coupe. La CNC PILOT
enlève la matière du côté de la limitation
de coupe où se trouve l'outil avant
l'appel du cycle.
La correction du rayon de la dent sera
exécutée
Surépaisseur G57: „agrandit“ le contour
(y compris un contour interne)
Surépaisseur G58:
■
>0: „agrandit“ le contour
■
<0: n'est pas calculée
Surépaisseurs G57/G58 sont effacées
après la fin du cycle
Déroulement du cycle (pour Q=0 ou 1)
1 calcule les zones d'enlèvement de copeaux et la
répartition des passes
2 plonge à partir du point initial pour la première
passe - en tenant compte de la distance de
sécurité (gorge radiale: d'abord dans le sens Z
puis dans le sens X; gorge axiale: d'abord dans le
sens X puis dans le sens Z)
3 plonge (passe d'ébauche)
4 retourne en avance rapide et plonge pour
effectuer la passe suivante
5 répète 3...4 jusqu'à ce que la zone d'enlèvement
de copeaux soit usinée
6 répète le cas échéant 2...5 jusqu'à ce que toutes
les zones d'enlèvement de copeaux soit usinées
7 si Q=0: réalise la finition du contour