5 commandes de géométr ie – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 115
CNC PILOT 4290 HEIDENHAIN
103
G112-Géo
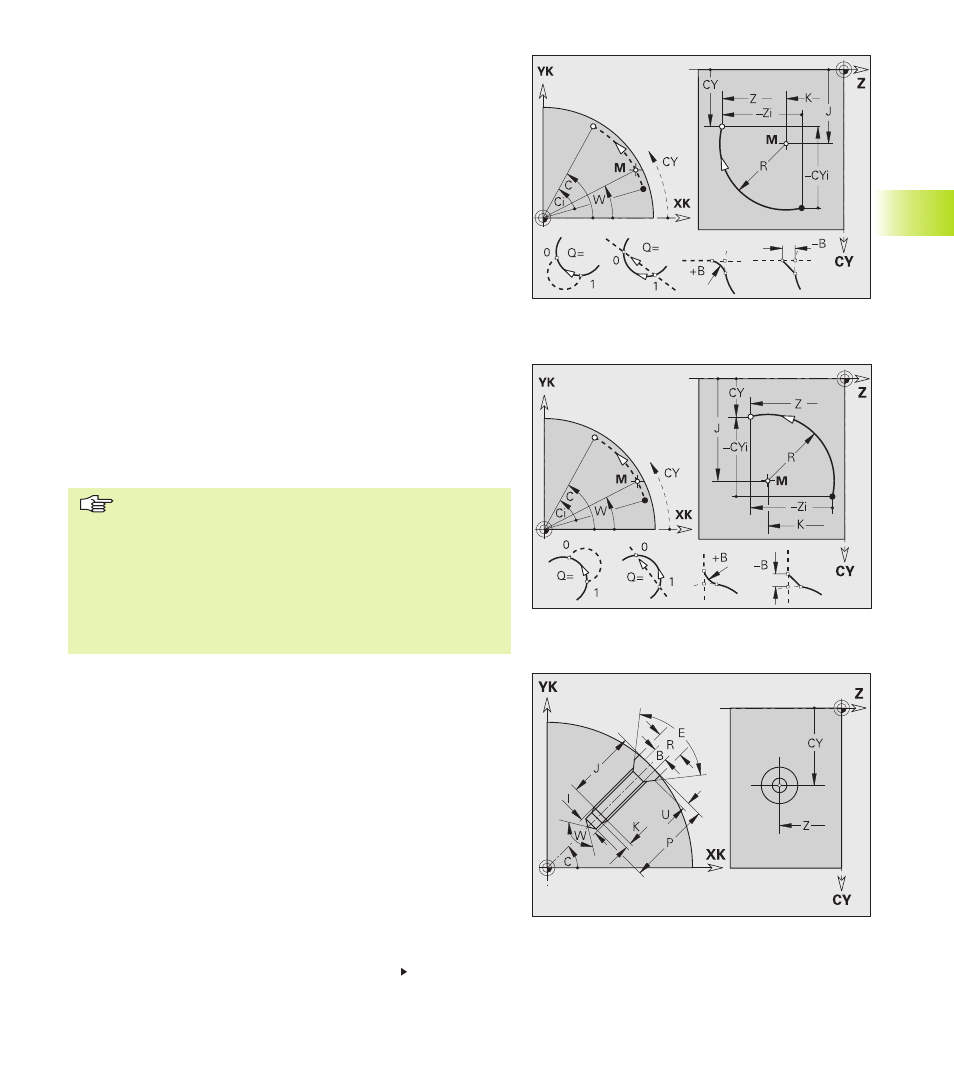
Arc de cercle dans contour sur le pourtour G112-/
G113-Géo
Sens de rotation: cf. figure d'aide
Paramètres
Z:
Point final
C:
Point final (cote d'angle)
CY:
Angle final comme „cote de segment” (référence: développé
du pourtour avec „diamètre de référence”)
R:
Rayon
K:
Centre (dans le sens Z)
W:
Angle du centre
J:
Angle du centre comme „cote de segment”
Q:
Point d'intersection – par défaut: 0. Point final si l'arc de cercle
coupe une droite ou un arc de cercle.
■
Q=0: point d'intersection éloigné
■
Q=1: point d'intersection proche
B:
Chanfrein/arrondi – Transition vers l'élément de contour
suivant. Programmez le point final théorique si vous
introduisez un chanfrein/arrondi.
■
B pas d'introduction: raccordement tangentiel
■
B=0: raccordement non tangentiel
■
B>0: rayon de l'arrondi
■
B<0: largeur du chanfrein
Programmation
■
Z, CY: en absolu, incrémental, avec effet modal ou „?“
■
C: en absolu, incrémental ou avec effet modal
■
K, J: en absolu ou en incrémental
■
Programmer soit Z – C ou Z – CY ou bien K – W ou K – J
■
Programmer soit le „centre”, soit le „rayon”
■
Avec le „rayon”: Ne sont possibles que les arcs de
cercle <= 180°
G113-Géo
Perçage sur le pourtour G310-Géo
Trou avec lamage et filet.
Paramètres
Z:
Centre (position Z)
C:
Centre (angle)
CY:
Angle comme „cote de segment” (référence: développé du
pourtour avec „diamètre de référence”)
B:
Diamètre de perçage
P:
Profondeur de perçage (sans pointe de perçage)
W:
Angle de pointe – par défaut: 180°
R:
Diamètre de lamage
U:
Profondeur de lamage
Suite: cf. page suivante
4.5 Commandes de géométr
ie