7 cy cles de t our nag e – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 144
4 DIN PLUS
132
4.7 Cy
cles de t
our
nag
e
G890 Q4 – Finition restante
Finition du contour G890
G890 effectue la finition de la zone de contour définie par „NS, NE”,
y compris les chanfreins/arrondis, de manière paraxiale et en une
passe de finition. Les dégagements sont usinés si la géométrie de
l'outil le permet.
La CNC PILOT reconnaît s'il s'agit d'une opération d'usinage exter-
ne ou interne à l'aide de la définition de l'outil.
Avec „NS – NE“, vous définissez le sens de l'usinage. Si le contour à
usiner ne comporte qu'un seul élément:
■
Usinage dans le sens de la définition du contour si vous ne
programmez que NS
■
Usinage dans le sens inverse de la définition du contour si vous
programmez NS et NE
Vous activez la finition restante avec „Q=4“ (exemple: évidement
avec outils de finition dans le sens inverse de l'usinage). La CNC PI-
LOT reconnaît les zones déjà usinées et les évide. Avec „Q=4“, vous
ne pouvez pas agir sur le mode d'approche – Le cycle de finition
génère la trajectoire d'approche.
Avec les petits chanfreins/arrondis, on a:
■
Profondeur de rugosité ou avance (avec G95-Géo) ne sont pas
programmées: La CNC PILOT réduit l'avance automatiquement.
Le chanfrein/arrondi est usiné en un minimum de 3 tours.
■
Profondeur de rugosité ou avance (avec G95-Géo) sont
programmées: pas de réduction automatique de l'avance
Sur les chanfreins/arrondis qui, en raison de leur taille, ont été
usinés en un minimum de 3 tours, il n'y a pas de réduction
automatique de l'avance.
Paramètres
NS:
Début - n° séquence (début de la section de contour)
NE:
Fin - n° séquence (fin de la section de contour)
E:
Comportement de plongée
■
E=0: ne pas usiner les contours en poussant
■
E>0: Avance de plongée
■
pas d'introduction: réduction d'avance en fonction de
l'angle de plongée – 50% max.
V:
Définition début/fin – par défaut: 0
Un chanfrein/arrondi sera usiné:
■
V=0: au début et à la fin
■
V=1: au début
■
V=2: à la fin
■
V=3: pas d'usinage
■
V=4: usinage chanfrein/arrondi – pas l'élément de base
(condition: section de contour avec un élément)
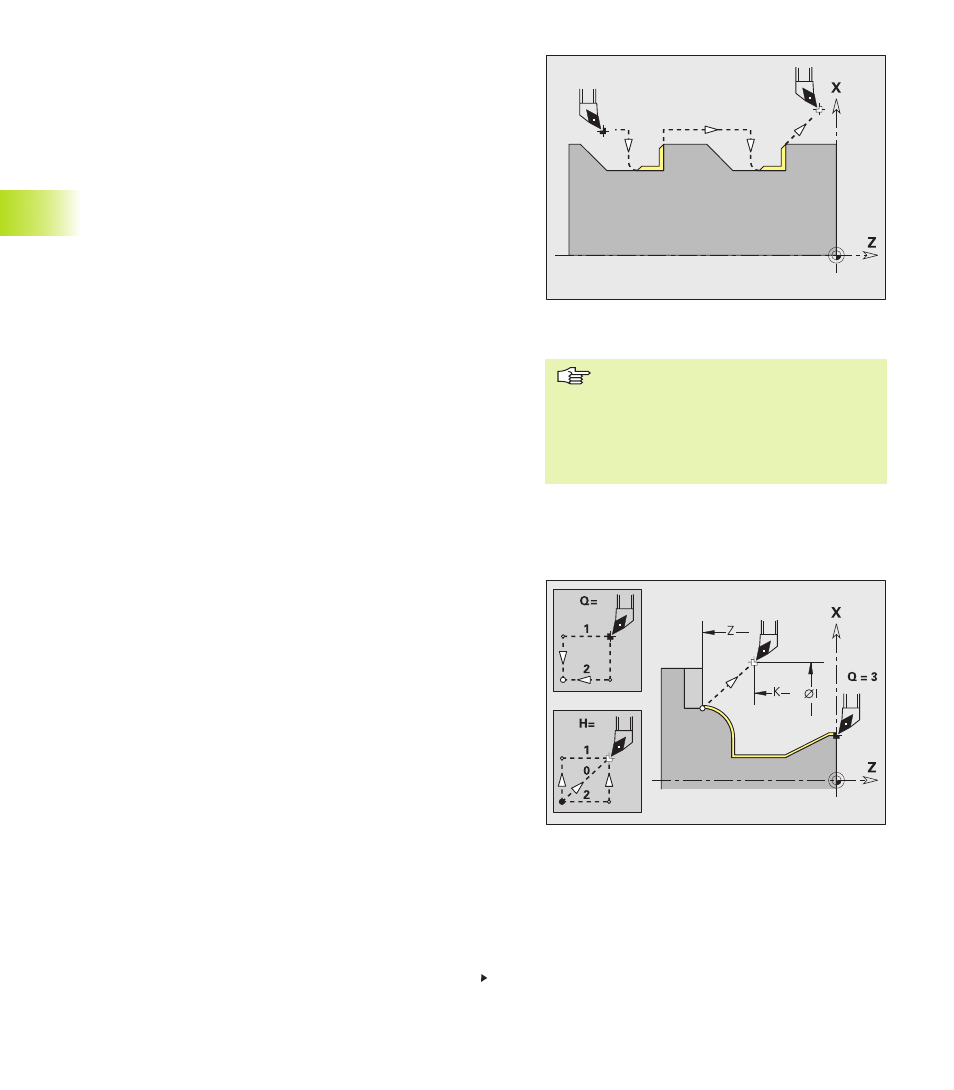
Q:
Mode d'approche – par défaut: 0
■
Q=0: sélection automatique – La CNC PILOT examine:
– approche en diagonale
– d'abord dans le sens X, puis Z
– à équidistance autour de l'obstacle
– Omission des premiers éléments de contour si la position
initiale est inaccessible
■
Q=1: d'abord dans le sens X, puis Z
Suite: cf. page suivante
Avec la finition restante (G890 – Q4), la
CNC PILOT vérifie si l'outil peut
s'introduire dans la dépression du
contour sans risque de collision. Pour ce
contrôle de collision, le paramètre d'outil
„Largeur dn“ est déterminant (cf. „
8.1.5
Remarques sur les données d'outils“).