2 déplacement d'outil sans opération d'usinage, 6 commandes d'usinage, 1 affectation contour – usinage – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 122
4 DIN PLUS
110
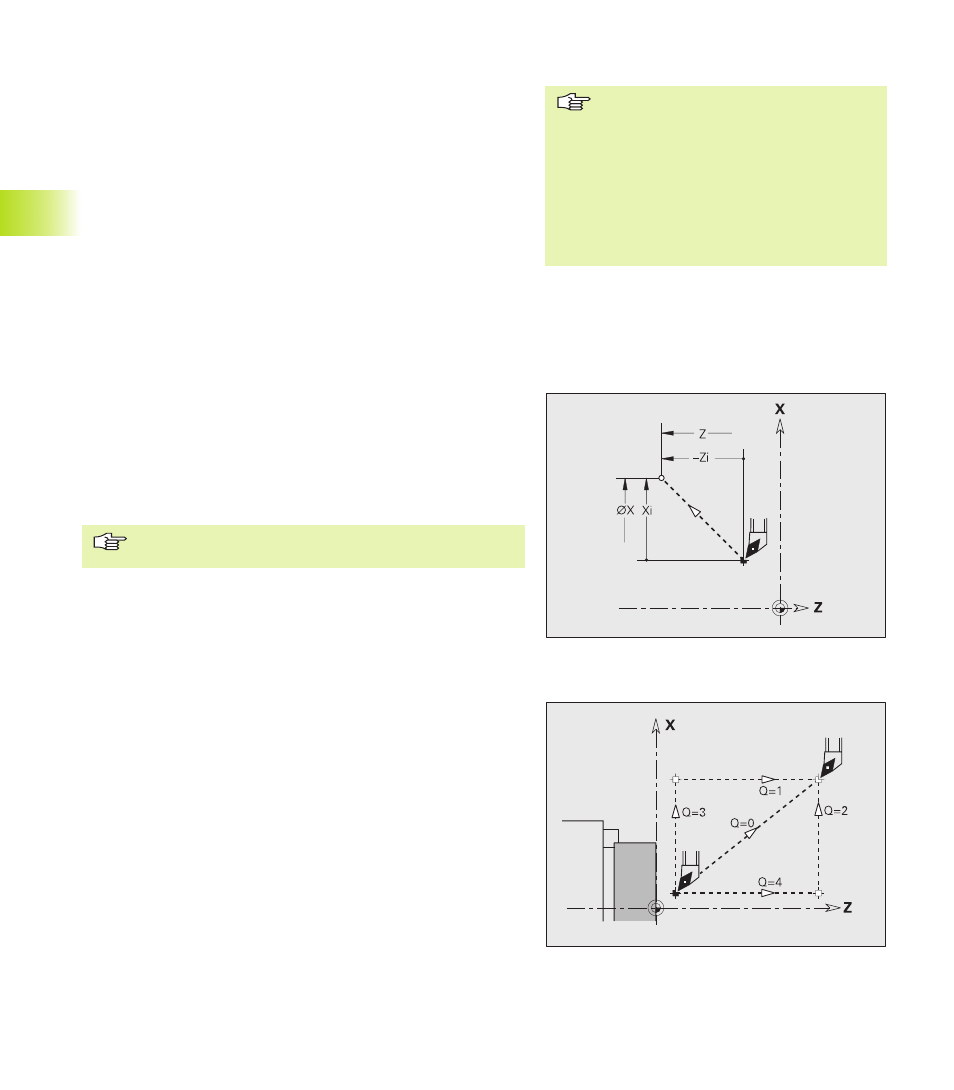
Aborder le point de changement d'outil G14
Le chariot se déplace en avance rapide jusqu'au point de
changement d'outil. Vous définissez les coordonnées du point de
changement d'outil en mode Ajustage
Paramètre
Q:
Séquence (suite chronologique) – par défaut: 0
0: déplacement en diagonale
1: d'abord sens X, puis Z
2: d'abord sens Z, puis X
3: sens X seulement
4: sens Z seulement
Avec axe Y: cf. Manuel d'utilisation „CNC PILOT 4290 avec axe Y“
4.6 Commandes d'usinage
4.6.2 Déplacement d'outil sans opération d'usinage
Avance rapide G0
L'outil se déplace en rapide sur la trajectoire la plus courte jusqu'au
”point-cible”.
Paramètres
X, Z: Diamètre, longueur, point-cible (cote de diamètre X)
Programmation X, Z: en absolu, en incrémental ou avec
effet modal
Avec axe Y: cf. Manuel d'utilisation „CNC PILOT 4290 avec axe Y““
4.6
Commandes d'usinage
4.6.1 Affectation Contour – Usinage
Groupe de pièces G99
Dans un même programme CN, si vous avez plusieurs définitions
de contour (pièces), affectez avec G99 le „contour Q“ à l'usinage
suivant. L'indicatif de chariot précédent la séquence CN définit le
chariot qui doit usiner ce contour. Si G99 n'a pas encore été
programmé (par exemple au lancement du programme), tous les
chariots travaillent sur le „contour 1“.
Paramètres
Q:
Numéro de pièce – défini dans CONTOUR
D:
Numéro de broche – broche qui tient la pièce
X, Z: Décalage du point zéro (référence: point zéro machine)
■
La simulation
– positionne la pièce avec le „décalage X,
Z“
– calcule et positionne les moyens de
serrage avec le „numéro de broche D“
(G99 ne remplace pas la fonction G65)
■
Programmez à nouveau G99 lorsque la
pièce est transmise à une autre broche
et/ou si la position se décale dans la zone
d'usinage.