8 cycles de filetage – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 152
4 DIN PLUS
140
Cycle de filetage G31
G31 crée des filets simples, enchaînés ou à pas multiples définis
avec G24-, G34- ou G37-Géo.
On reconnaît à la définition d'outil si les filets sont externes ou in-
ternes. Les coupes de filets sont calculées en utilisant la
profondeur du filet ainsi que „Plongée max. I“ et „Mode de
plongée V“.
Paramètres
NS:
Numéro de séquence (référence à l'élément de base G1-Géo:
Filets enchaînés: Numéro de séquence du premier élément
de base)
I:
Plongée max.
B, P: Longueur d'approche, de dépassement – pas d'introduction:
La longueur est calculée à partir des dégagements voisins ou
gorges. Dégagement/gorge n'existe pas: „Longueur
d'aproche, de sortie du filet” du paramètre d'usinage 7.
D:
Sens de coupe (référence: sens défini pour l'élément de base)
– par défaut: 0;
■
D=0: sens identique
■
D=1: sens inverse
V:
Mode de plongée – par défaut: 0;
■
V=0: section de coupe constante pour toutes les coupes
■
V=1: plongée constante
■
V=2: avec répartition de passes restante – première passe =
„reliquat“ de la division profondeur du filet/profondeur de
coupe. „Dernière coupe” est répartie en 1/2, 1/4, 1/8 et 1/8 de
coupe.
n V=3: La plongée est calculée à partir du pas de vis et de la
vitesse de rotation
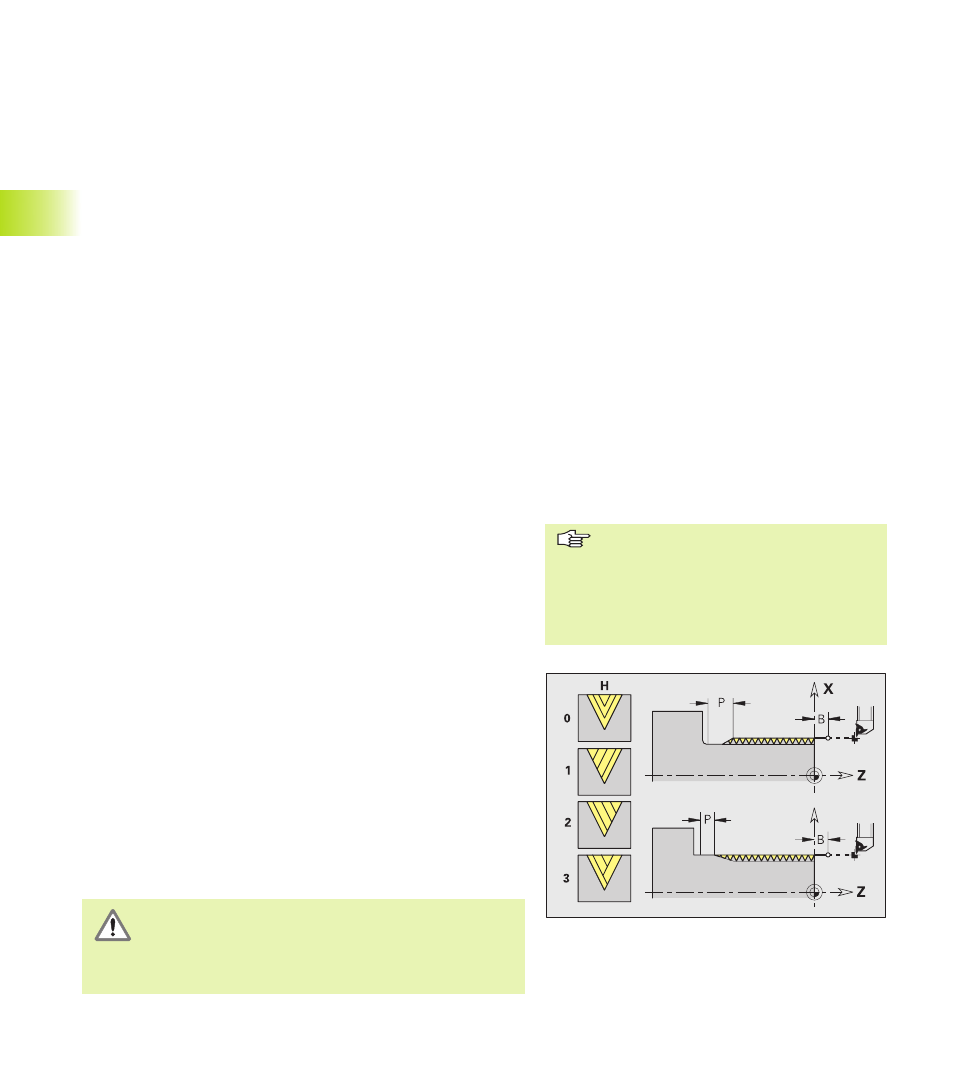
H:
Type de décalage (décalage des différentes plongées pour
lisser les flancs du filet) - par défaut:: 0
■
H=0: sans décalage
■
H=1: décalage à partir de la gauche
■
H=2: décalage à partir de la droite
■
H=3: décalage en alternance à partir de la droite/gauche
Q:
Nombre de passages à vide après la dernière coupe (pour
supprimer la pression de coupe au fond du filet) – par défaut: 0
C:
Angle initial (le début du filet est situé de manière définie par
rapport aux éléments de contour avec rotation non
symétrique – par défaut: 0
4.8
Cycles de filetage
Le chariot a besoin d'une approche en amont du filet lui-même
pour accélérer jusqu'à l'avance programmée et d'une sortie
(dépassement) à la fin du filet pour freiner le chariot.
Si la course d'approche/de sortie du filet est trop courte, des pertes
de qualité peuvent éventuellement être constatées. Dans ce cas, la
CNC PILOT délivre un message d'avertissement.
4.8 Cycles de filetage
Longueur d'approche: BA > 0,75 * (F*S)² / a + 0,15
Longueur en sortie: BE > 0,75 * (F*S)² / e + 0,15
BA:
Longueur d'approche min.
BE:
Longueur en sortie min.
F:
Pas de vis en mm/tour
S:
Vitesse de rotation en tours/seconde
a, e:
Accélération en mm/s²
(cf. „Accélération début/fin de séquence dans les
paramètre-machine 1105, ...)
■
„Arrêt avance“ agit à la fin d'une coupe
de filetage.
■
Le potentiomètre d'avance n'agit pas.
■
Si la pré-commande n'est pas activée,
ne pas utiliser le potentiomètre de
broche !
Déroulement du cycle
1 calcule la répartition des passes
2 se déplace en diagonale en avance rapide au
„point initial interne“ obtenu à partir de la
„longueur d'approche B“ et de la distance de
sécurité
3 exécute une coupe de filetage
4 retourne en avance rapide et plonge pour
effectuer la passe suivante
5 répète 3...4 jusqu'à ce que le filet soit terminé
6 exécute les passages à vide
7 retourne au „point de initial interne“
Pour les filets à pas multiples, chaque rotation sera
usinée avant une nouvelle passe.
Attention, risque de collision !
Un risque de collision existe si la „longueur de
dépassement P“ est trop importante. Vous pouvez
vérifier la longueur de dépassement avec la simulation
graphique.