7 mode d'usinage finition – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 313
CNC PILOT 4290 HEIDENHAIN
301
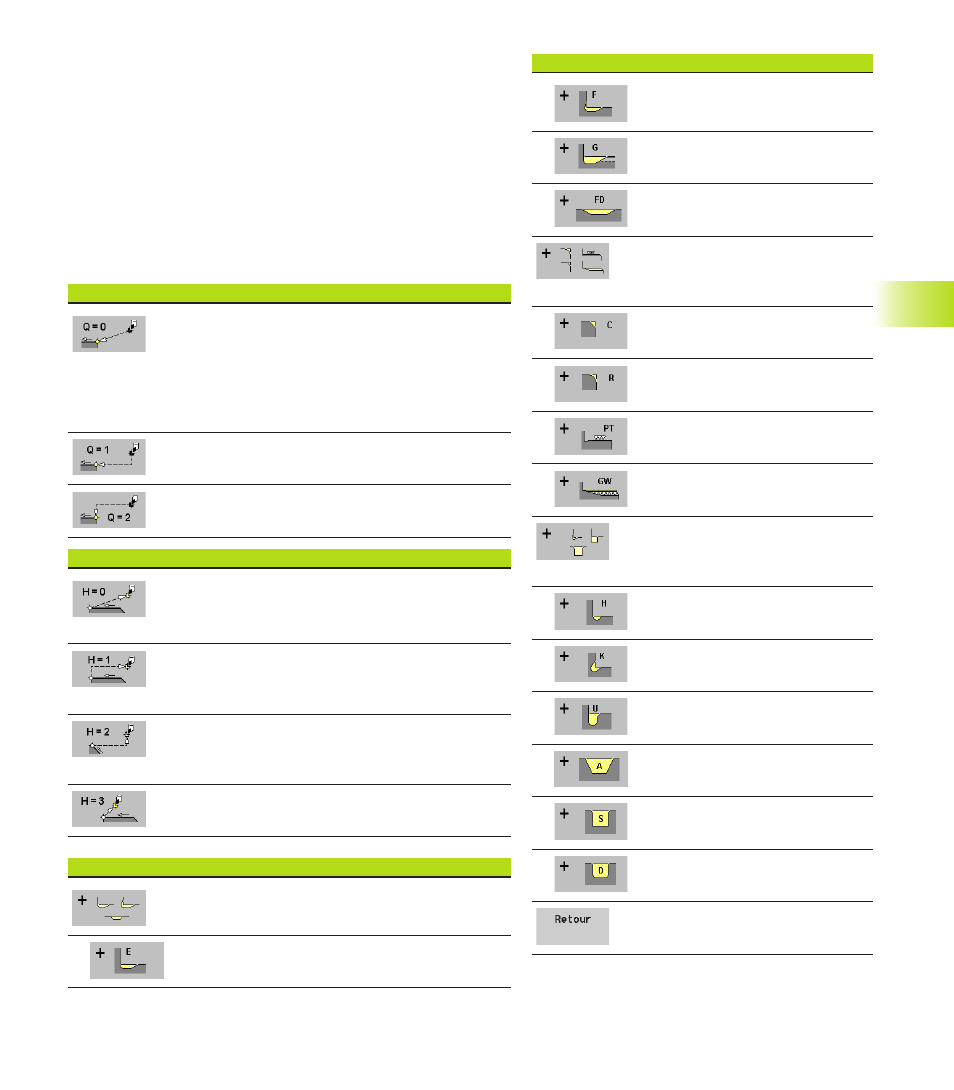
Softkeys „Usinage d'élément de forme“
Dégagement de forme F
Dégagement de forme G
Tournage libre
Commuter la barre de softkeys pour
sélectionner les éléments de forme
suivants:
Chanfrein
Arrondi
Ajustement
Filet
Commuter la barre de softkeys pour
sélectionner les éléments de forme
suivants:
Dégagement de forme H
Dégagement de forme K
Dégagement de forme U
Gorge générale
Gorge de forme S
Gorge de forme D
Commuter à nouveau la barre de
sofkeys
6.12.7 Mode d'usinage Finition
Sommaire: Mode d'usinage Finition
■
Finition – Usinage contour (G890)
■
Finition - Tournage ajustement
■
Finition - Usinage dégagement
■
Finition – Usinage contour résiduel (G890 – Q=4)
■
Finition d'évidement – outil neutre (G890 – Q=4)
Remarques sur l'utilisation
Vous définissez par softkey le „mode d'approche, mode de
dégagement d'outil et l'usinage de l'élément de forme“ – cf.
tableaux suivants.
Softkeys „Finition – Approche“
Approche: Sélection automatique – La CIP vérifie:
■
approche en diagonale
■
sens X puis Z
■
à équidistance autour de l'obstacle
■
omission des premiers éléments du contour si la
position initiale est inaccessible
Approche: sens X puis Z
Approche: sens Z puis X
Softkeys „Finition – Dégagement d'outil“
Relève l'outil sous 45° dans le sens inverse de
l'usinage et le déplace en diagonale jusqu'à la position
de dégagement
Relève l'outil sous 45° dans le sens inverse de
l'usinage et le déplace d'abord dans le sens X, puis
dans le sens Z jusqu'à la position de dégagement
Relève l'outil sous 45° dans le sens inverse de
l'usinage et le déplace d'abord dans le sens Z, puis
dans le sens X jusqu'à la position de dégagement
Relève l'outil en avance d'usinage jusqu'à la distance
de sécurité
Softkeys „Usinage d'élément de forme“
Commuter la barre de softkeys pour sélectionner les
éléments de forme suivants:
Dégagement de forme E
6.12 Création Int
er
activ
e du Plan de tr
a
v
ail (CIP)