7 cy cles de t our nag e – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 142
4 DIN PLUS
130
4.7 Cy
cles de t
our
nag
e
Suite: cf. page suivante
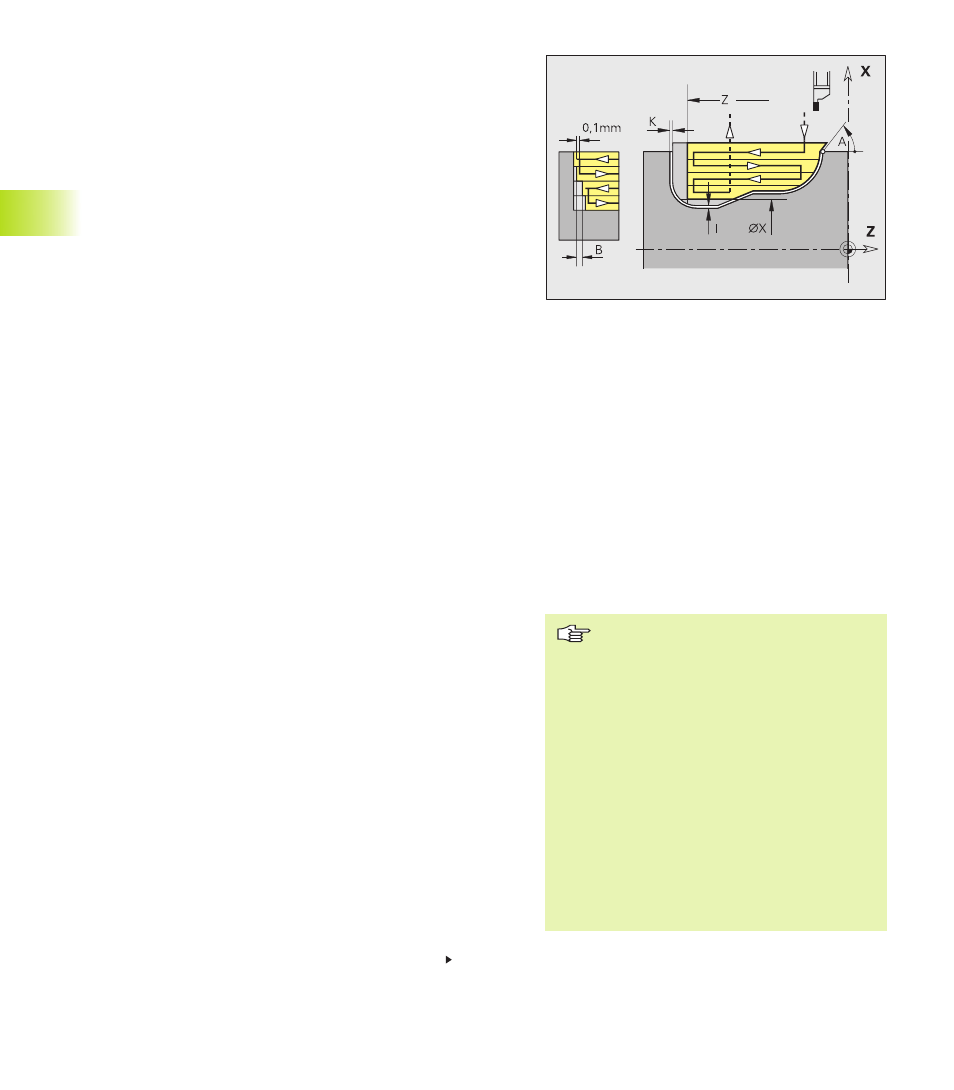
Tournage de gorge G869
G869 ébauche axialement/radialement la zone de contour définie
par „NS, NE“. L'enlèvement des copeaux s'effectue par des
déplacements alternatifs de plongée et d'ébauche avec un
minimum de descente et de relevage de l'outil.
Le contour à usiner peut comporter plusieurs dépressions. Le cas
échéant, la surface d'usinage est subdivisée en plusieurs zones.
La CNC PILOT reconnaît à l'aide de la définition d'outil s'il s'agit
d'une gorge radiale ou axiale.
Avec „NS – NE“, vous définissez le sens de l'usinage. Si le contour à
usiner ne comporte qu'un seul élément:
■
uniquement NS programmé: Usinage dans le sens défini du
contour
■
NS et NE programmés: Usinage dans le sens inverse du sens
défini du contour
En fonction de la matière, de la vitesse d'avance, etc., la dent
„bascule“ lors du tournage. Vous corrigez l'erreur ainsi générée
avec la „correction en profondeur R“. La valeur est généralement
calculée de manière empirique.
A partir de la deuxième passe et lors de la transition entre le tour-
nage et l'usinage en plongée, la course d'enlèvement des copeaux
est réduite de la „largeur de décalage B“. A chaque transition
suivante sur ce flanc, on a une réduction de „B“ – en plus du
décalage précédent. La somme du „décalage“ est limitée à 80%
de la largeur effective de la dent (largeur effective de la dent =
largeur de la dent – 2*rayon de la dent). Si nécessaire, la CNC PILOT
réduit la largeur de décalage programmée. La matière résiduelle
est enlevée à la fin du pré-usinage en un relèvement.
Tournage unidirectionnel (U=1): L'ébauche s'effectue dans le sens
d'usinage „NS – NE“.
La forme de programmation la plus simple consiste à indiquer NS
ou NE et P.
Paramètres
NS:
Début-n° séquence (début de la section de contour – ou
référence à une gorge G22-/G23-Géo)
NE:
Fin - n° séquence (fin de la section de contour) – inutile si le
contour est défini avec G22-/G23-Géo
P:
Plongée maximale
R:
Correction en profondeur pour la finition – par défaut: 0
I:
Surépaisseur en X (cote de diamètre) – par défaut: 0
K:
Surépaisseur en Z – par défaut: 0
X:
Limitation de coupe (cote de diamètre) – par défaut: pas de
limitation de coupe
Z:
Limitation de coupe – par défaut: pas de limitation de coupe
A, W: Angle d'approche, de sortie – par défaut: inverse du sens de la
plongée
Déroulement du cycle (pour Q=0 ou 1)
1 calcule les zones d'enlèvement de copeaux et la
répartition des passes
2 plonge à partir du point initial pour la première
passe - en tenant compte de la distance de
sécurité (gorge radiale: d'abord dans le sens Z
puis dans le sens X; gorge axiale: d'abord dans le
sens X puis dans le sens Z)
3 plonge (usinage de la gorge)
4 enlève les copeaux perpendiculairement au sens
de la plongée (tournage)
5 répète 3...4 jusqu'à ce que la zone d'enlèvement
de copeaux soit usinée
6 répète le cas échéant 2...5 jusqu'à ce que toutes
les zones d'enlèvement de copeaux soit usinées
7 si Q=0: réalise la finition du contour
G869 requiert des outils de type 26*.
Limitation de coupe: La position de
l'outil avant l'appel de cycle est
déterminante pour l'exécution d'une
limitation de coupe. La CNC PILOT
enlève la matière du côté de la limitation
de coupe où se trouve l'outil avant
l'appel du cycle.
La correction du rayon de la dent sera
exécutée
Surépaisseur G57: „agrandit“ le contour
(y compris un contour interne)
Surépaisseur G58:
■
>0: „agrandit“ le contour
■
<0: n'est pas calculée
Surépaisseurs G57/G58 sont effacées
après la fin du cycle