HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 316
6 TURN PLUS
304
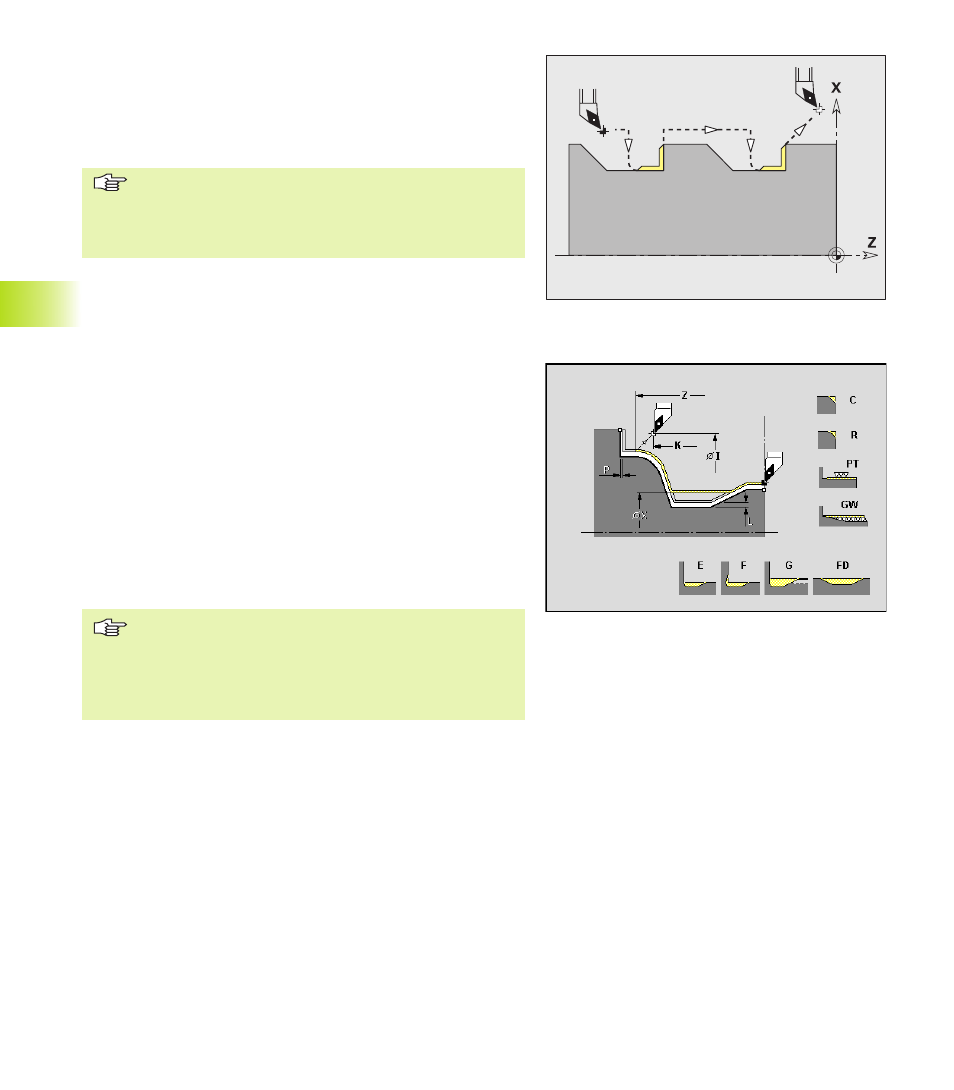
Finition – Usinage du contour résiduel (G890 – Q=4)
S'il reste de la matière sur les contours en poussant, vous l'éliminez
avec „Finition – Usinage contour résiduel ..“.
Limitation de coupe: La finition débute par la „matière résiduelle“.
Une limitation de coupe n'est généralement pas nécessaire.
Finition restante (G890 – Q4) vérifie si l'outil peut
s'introduire dans la dépression du contour sans risque
de collision. Pour ce contrôle de collision, le paramètre
d'outil „Largeur dn“ est déterminant (cf. „
8.1.2
Remarques sur les données d'outils“).
Paramètres
X, Z:
Limitation de coupe
Type de surépaisseur à régler par softkey
L, P:
Surépaisseur longitudinale/transversale différente – génère
une „surépaisseur G57“ avant le cycle
L:
Surépaisseur constante – génère la „surépaisseur G58“
avant le cycle
Plonger: Usiner les contours en poussant ?
■
Oui
■
Non
E:
Avance de plongée réduite pour contours en poussant
Dégagement:
■
Oui: régler le „mode de dégagement H“ par softkey
■
Non (H=4): L'outil s'arrêt sur la coordonnée finale
H:
Mode de dégagement – à régler par softkey
I, K:
Position de dégagement avec H=0, 1 ou 2
Usinage d'un élément de forme avec ...: Régler par softkey les
éléments de forme à usiner (chanfreins, etc.)
La CNC PILOT calcule la valeur par défaut pour la
„position de dégagement d'outil I,K“ en fonction du fait
que vous programmez ou non „Cycle – Approche“:
■
programmé: Position de „Cycle – Approche“
■
non programmé: Position du point de changement
d'outil
6.12 Création Int
er
activ
e du Plan de tr
a
v
ail (CIP)