5 p a ramètr es d'usinag e – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 371
CNC PILOT 4290 HEIDENHAIN
359
7.5 P
a
ramètr
es d'usinag
e
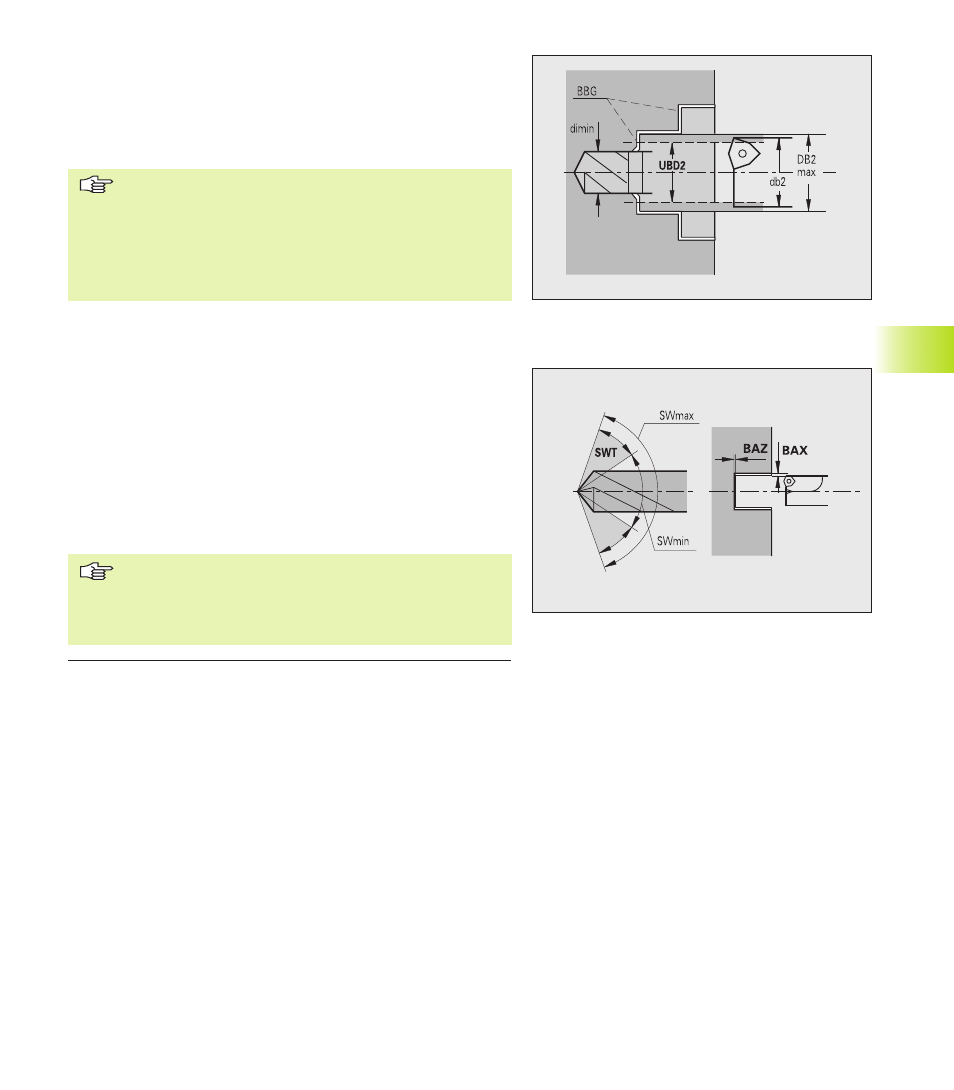
Codes:
■
db1, db2: diamètre du foret
■
DB1max/DB2max: diamètre interne max. 1ère/2ème étape de
perçage
■
dimin: diamètre interne min.
■
BBG – Eléments de limitation du perçage: éléments de contour
usinés par UBD1/UBD2
■
UBD1/UBD2 ne jouent aucun rôle si l'on combine
l'usinage principal „Pré-perçage centrique“ avec
l'usinage auxiliaire „Perçage fini“ (cf. „
6.12.2 Suite
chronologique de l'usinage“).
■
Condition: UBD1 > UBD2
■
UBD2 doit permettre un usinage interne suivant avec
barres d'alésage.
■
Tolérance angle de pointe [SWT] – Si l'élément limitrophe du
trou est un biseau, TURN PLUS recherche en priorité un foret
hélicoïdal avec angle de pointe adapté.
SWT: Tolérance d'angle de pointe
S'il n'existe aucun foret hélicoïdal adapté, le pré-perçage est
réalisé avec un foret à plaquettes réversibles.
■
Surépaisseur de perçage – diamètre [BAX] – Surépaisseur
d'usinage en plus du diamètre de perçage (sens X – cote de
rayon).
■
Surépaisseur de perçage – profondeur [BAZ] – Surépaisseur
d'usinage en plus de la profondeur de perçage (sens Z).
BAZ ne peut pas être respectée
■
si la finition interne suivante est impossible à cause
d'un diamètre trop petit.
■
dans le cas de trous borgnes, en perçage final
„dimin < 2* UBD2“.