3 usinage sur le pourtour, 1 0 usinag e sur l'ax e c – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 162
4 DIN PLUS
150
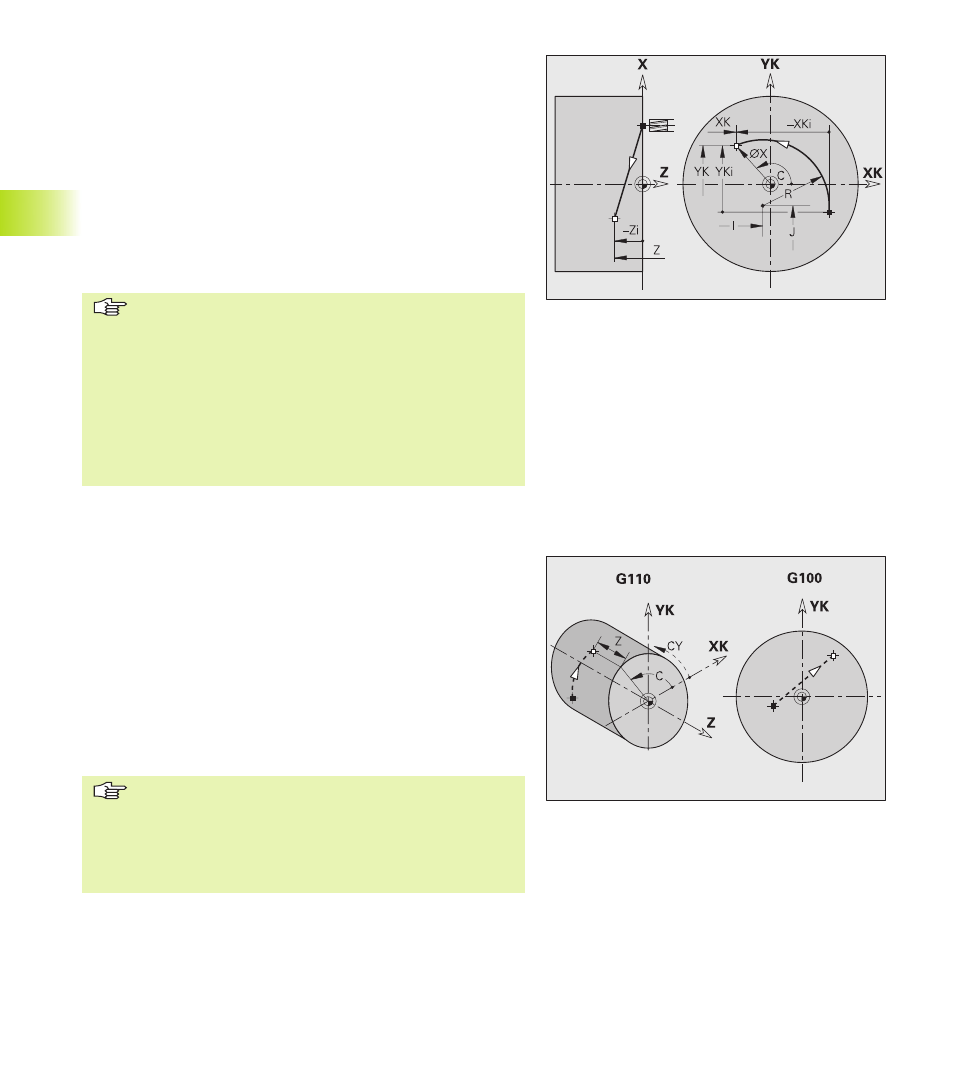
Arc de cercle G103
4.1
0 Usinag
e sur l'ax
e C
4.10.3 Usinage sur le pourtour
Avance rapide sur le pourtour G110
L'outil se déplace en rapide sur la trajectoire la plus courte jusqu'au
”point final”.
Paramètres
Z:
Point final
C:
Angle final
CY:
Point final comme cote de segment (référence: développé du
pourtour avec diamètre de référence G120)
X:
Point final (cote de diamètre)
Programmation
■
Z, C, CY: en absolu, en incrémental ou avec effet mo-
dal
■
Programmer soit Z–C, soit Z–CY
G110 est conseillé pour le positionnement de l'axe C sur
un angle donné (programmation: N.. G110 C...).
Paramètres
X:
Diamètre du point final
C:
Angle final
XK, YK: point final en coordonnées cartésiennes
R:
Rayon
I, J:
Centre en coordonnées cartésiennes
Z:
Profondeur finale – par défaut: Position effective en Z
H:
Plan circulaire (plan d'usinage) – par défaut: 0
■
H=0, 1: Usinage sur face frontale (plan XY)
■
H=2: Usinage dans le plan YZ
■
H=3: Usinage dans le plan XZ
K:
Centre (sens Z) – seulement avec H=2, 3
Programmation
■
X, C, XK, YK, Z: a bsolu, incrémental ou avec effet mo-
dal
■
I, J: en absolu ou en incrémental
■
Programmer soit X–C, soit XK–YK
■
Programmer soit le „centre”, soit le „rayon”
■
Avec le „rayon”: Ne sont possibles que les arcs de
cercle <= 180°
■
Point final à l'origine des coordonnées: Programmer
XK=0 et YK=0