HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 302
6 TURN PLUS
290
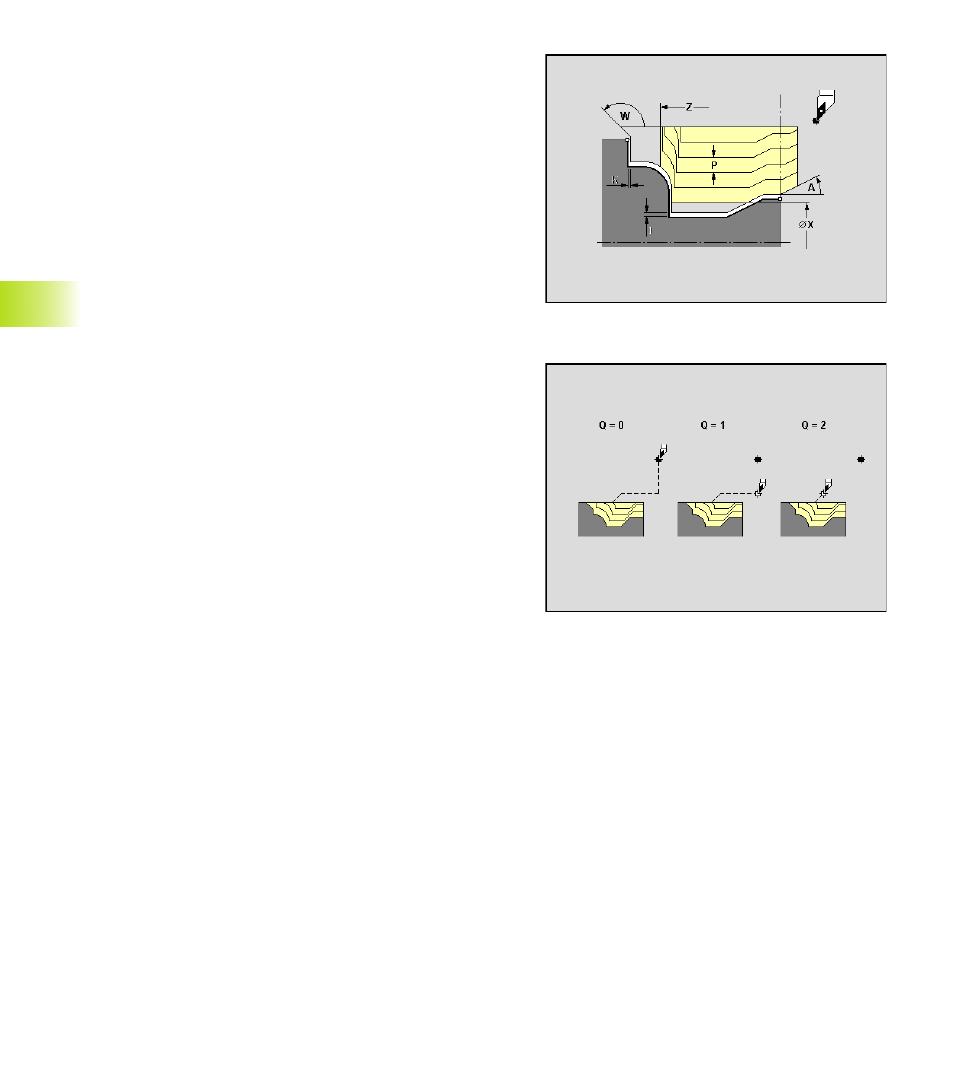
Ebauche parallèle au contour (G830)
Paramètres
P:
Profondeur de coupe (passe max.)
A:
Angle d'approche (référence: axe Z) – par défaut 0°/180°
(parallèlement à l'axe Z)
W:
Angle de sortie (référence: axe Z) – par défaut 90°/270°
(orthogonalement à l'axe Z)
X, Z:
Limitation de coupe
Type de surépaisseur à régler: par softkey
I, K:
Surépaisseur longitudinale/transversale différente
I:
Surépaisseur constante – génère la „surépaisseur G58“
avant le cycle
E:
Avance de plongée réduite
Q:
Mode de dégagement en fin de cycle
■
Q=0: retour au point initial – sens X puis Z
■
Q=1: positionne l'outil devant le contour fini
■
Q=2: relève l'outil à la distance de sécurité et arrête
Usinage d'un dégagement (cf. tableau de softkeys)
Ebauche automatique
Menu: Ebauche – Ebauche automatique
TURN PLUS génère les blocs de travail pour toutes les opérations
d'ébauche (longitudinale, transversale, évidement, interne, externe,
etc.). Ce faisant, TURN PLUS calcule tous les éléments du bloc de
travail (outils, données technologiques, paramètres de cycles, etc.).
6.12 Création Int
er
activ
e du Plan de tr
a
v
ail (CIP)