12 fonctions spéciales, Déplacement en butée fixe g916 – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 174
4 DIN PLUS
162
4.12 Fonctions spéciales
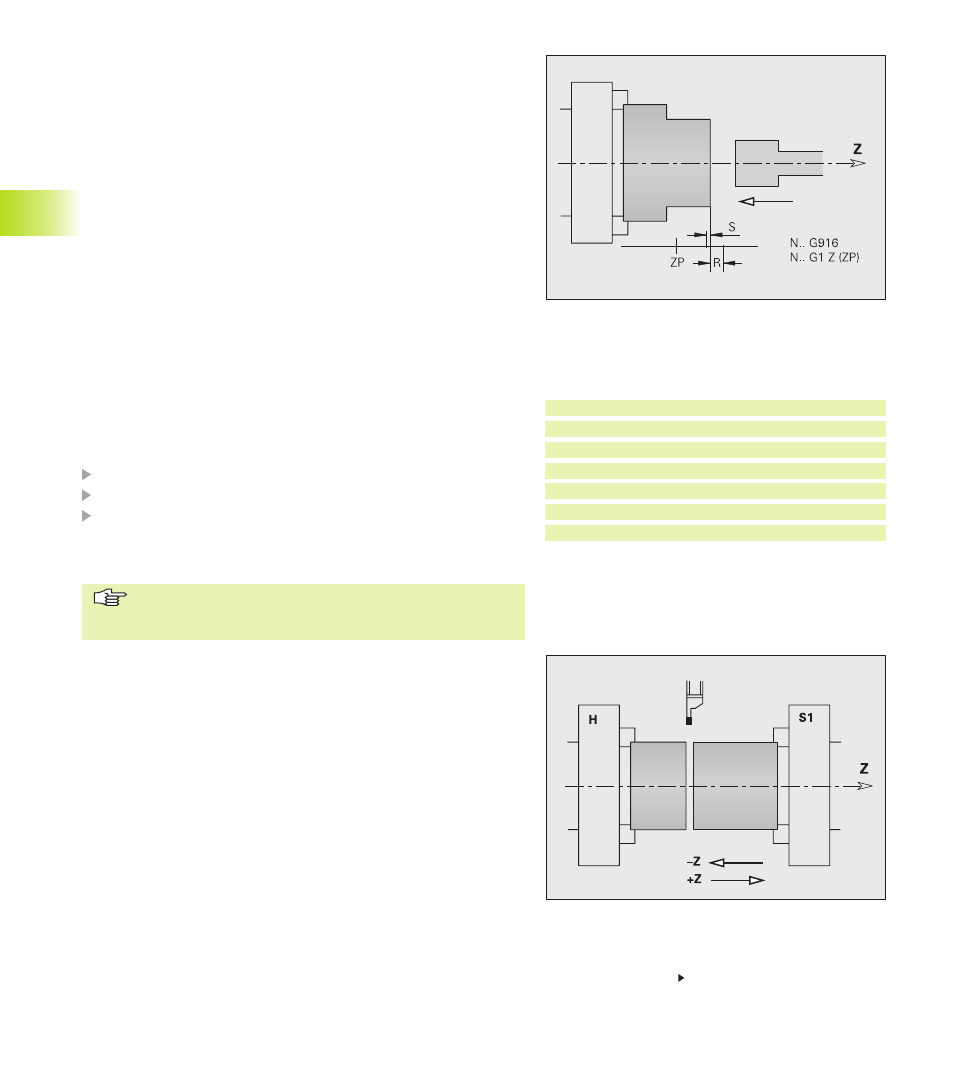
ZP:
Position-cible de la commande de
déplacement
S:
Limite de l'erreur de poursuite
R:
Course réservée
Exemple
. . .
N.. G94 F200
$2 N.. G0 Z20 [pré-positionner le chariot 2]
$2 N.. G916 G1 Z-10 [activer la surveillance,
déplacement en butée fixe]
. . .
Déplacement en butée fixe G916
G916 active la „surveillance du déplacement“. Vous vous déplacez
alors avec G1 jusqu'à une „butée fixe“. La CNC PILOT arrête le
chariot dès que l'„erreur de poursuite“ est atteinte; elle enregistre
la position et recule de la valeur de la „course de réserve“ pour
maîtriser la tension.
Exemple d'application
Prise en charge d'une pièce pré-usinée par la deuxième broche
déplaçable lorsque la position de la pièce n'est pas connue avec
précision.
Dans les paramètres-machine 1012, .. ;1112, 1162, .., vous
définissez:
■
la limite de l'erreur de poursuite (pour détecter la butée fixe)
■
la course de réserve
La CNC PILOT
■
règle le réajustement de l'avance sur 100%
■
se déplace en butée fixe et arrête dès que l'„erreur de
poursuite“ est atteinte – la course restante est alors effacée
■
enregistre la „position de butée“ dans les variables V901..V918
■
retourne en arrière de la valeur de la „course de réserve“
■
génère un „stop interpréteur“
Remarques sur la programmation:
Positionner le chariot suffisamment en avant de la „butée“
Programmer G916 dans la séquence de déplacement G1
Programmer G1 .. de la manière suivante:
■
Position-cible située derrière la butée fixe
■
Déplacer un seul axe
■
L'avance/minute doit être active (G94)
Contrôle de tronçonnage avec surveillance de
l'erreur de poursuite G917
Le contrôle de tronçonnage permet d'éviter les collisions lors
d'opérations de tronçonnage incomplètement exécutées. G917
„surveille“ le déplacement.
Application
■
Contrôle de tronçonnage
Vous déplacez la pièce tronçonnée dans le sens „+Z“. S'il y a une
erreur de poursuite, la pièce est considérée comme n'étant pas
tronçonnée.
■
Contrôle de „tronçonnage sans entretoise“
Vous déplacez la pièce tronçonnée dans le sens „–Z“. S'il y a une
erreur de poursuite, la pièce est considérée comme n'étant pas
correctement tronçonnée.
Dans les paramètres-machine 1115, 1165, .., vous définissez:
■
la limite de l'erreur de poursuite
■
l'avance de la +trajectoire surveillée“
Suite: cf. page suivante
A partir de la version du logiciel 368 650-08, la fonction
„Déplacement en butée fixe“ peut être également mise
en oeuvre pour l'axe C.