2 cycles simples de tournage, Cycles simples de tournage, 7 cy cles de t our nag e – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 146
4 DIN PLUS
134
■
Programmation X, Z: en absolu, en
incrémental ou avec effet modal
■
Correction du rayon de la dent: ne
sera pas réalisée
■
Distance de sécurité après chaque
coupe: 1mm.
4.7 Cy
cles de t
our
nag
e
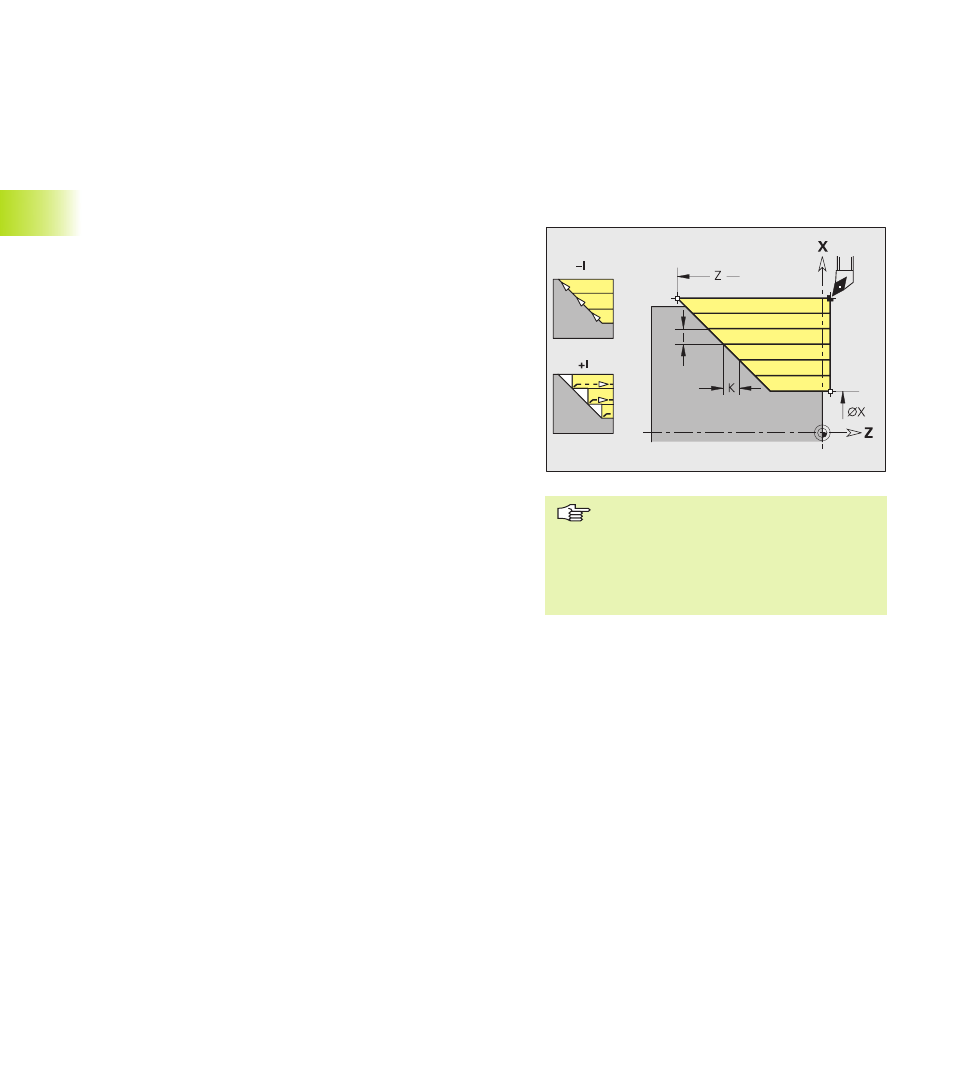
Tournage longitudinal simple G81
G81 usine (ébauche) la zone de contour définie par la position
effective de l'outil et par „X, Z“. Pour un biseau, définissez l'angle
avec I et K.
La CNC PILOT reconnaît s'il s'agit d'un usinage externe/interne à
l'aide de la position du point-cible.
La répartition des passes est calculée de manière à éviter une ”pas-
se de finition“ et à ce que la passe calculée soit <= au paramètre
”plongée max. I“.
Surépaisseurs:
■
Surépaisseurs G57
■
sont prises en compte en tenant compte du signe
(surépaisseurs impossibles pour l'usinage interne)
■
restent actives après la fin du cycle
■
Surépaisseurs G58: ne seront pas prises en compte
Déroulement du cycle
1 calcule la répartition des passes (passe)
2 plonge paraxialement du point initial pour la première passe
3 se déplace avec avance d'usinage jusqu'au point-cible Z
4 en fonction du „signe I“:
■
I<0: usine le long du contour
■
I>0: relève à 45° de 1 mm
5 retourne en avance rapide et plonge pour effectuer la passe
suivante
6 répéte 3...5 jusqu'à ce que le „point-cible X“ soit atteint
7 se déplace à:
■
X – dernière coordonnée de relevage
■
Z – point initial du cycle
Paramètres
X/Z: Point-cible du contour (cote de diamètre X)
I:
Plongée max. dans le sens de X
■
I<0: avec retrait du contour
■
I>0: sans retrait du contour
K:
Décalage dans le sens de Z – par défaut: 0
Q:
Plongée Fct. G – par défaut: 0
■
0: plongée avec G0 (avance rapide)
■
1: plongée avec G1 (avance d'usinage)
4.7.2
Cycles simples de tournage
Fin du cycle G80
Termine les cycles d'usinage.