7 cy cles de t our nag e – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 151
CNC PILOT 4290 HEIDENHAIN
139
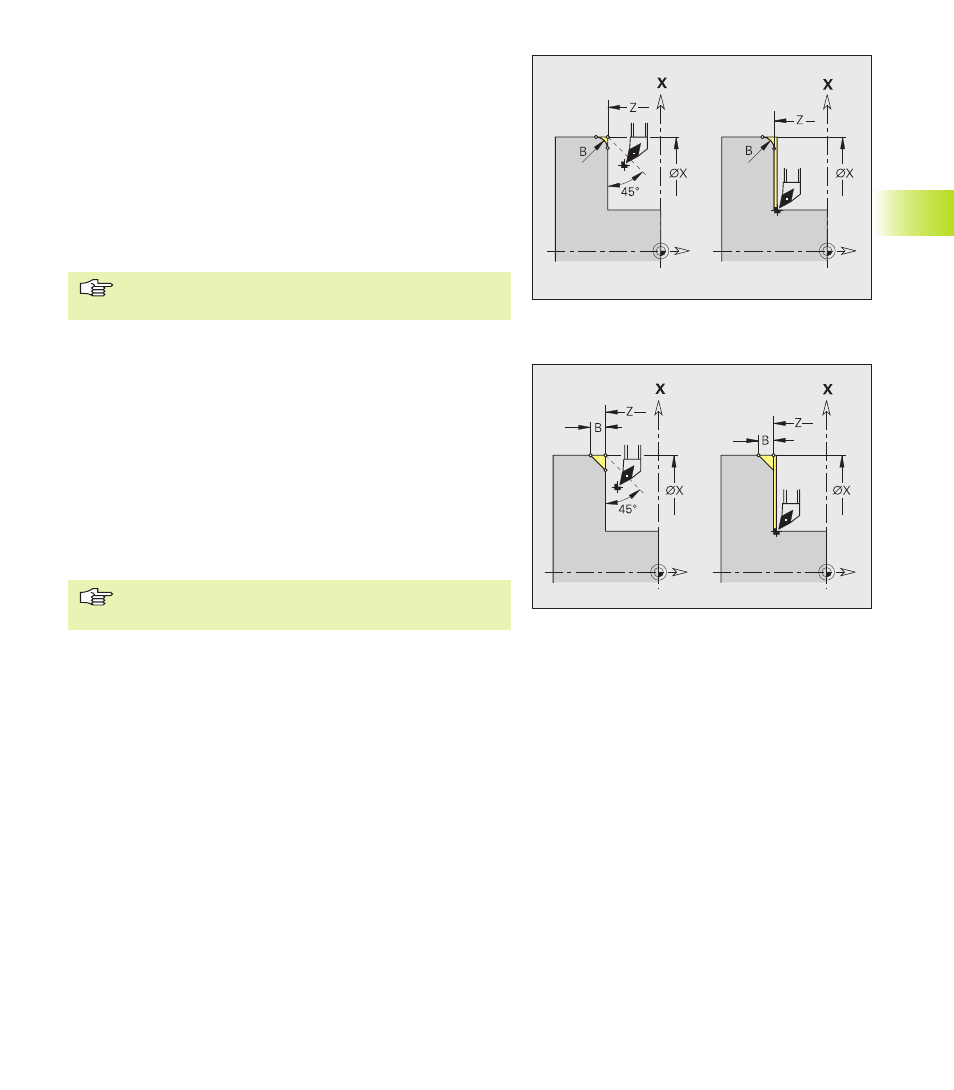
Cycle rayon G87
G87 crée des rayons de transition aux angles internes et externes,
perpendiculaires et paraxiaux. Le sens découle de „Position/sens
d'usinage” de l'outil.
L'élément longitudinal ou transversal précédent sera usiné si l'outil
est situé avant l'exécution du cycle sur la coordonnée X ou Z de
l'angle de contour.
Paramètres
X, Z: Angle de contour (cote de diamètre X)
B
Rayon
E
Avance réduite – par défaut: avance active
■
Correction du rayon de la dent: sera réalisée
■
Surépaisseurs: ne seront pas compensées
Cycle chanfrein G88
G88 crée des chanfreins aux angles externes de contour,
perpendiculaires et paraxiaux. Le sens découle de „Position/sens
d'usinage” de l'outil.
L'élément longitudinal ou transversal précédent sera usiné si l'outil
est situé avant l'exécution du cycle sur la coordonnée X ou Z de
l'angle de contour.
Paramètres
X, Z: Angle de contour (cote de diamètre X)
B
Largeur du chanfrein
E
Avance réduite – par défaut: avance active
■
Correction du rayon de la dent: sera réalisée
■
Surépaisseurs: ne seront pas compensées
4.7 Cy
cles de t
our
nag
e