6 commandes d'usinage – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 129
CNC PILOT 4290 HEIDENHAIN
117
Orientation du contour G121
Réfléchit et/ou décale le contour de la pièce brute et de la pièce
finie. L'image miroir est réalisée sur l'axe X et le décalage, dans le
sens de Z. Le point zéro pièce n'est pas concerné.
Par l'emploi de G121, vous pouvez utiliser la définition de la pièce
brute et de la pièce finie pour l'usinage sur les faces avant et
arrière.
Paramètres
H:
Mode de transformation – par défaut: 0
■
H=0: Décalage du contour – pas d'image miroir
■
H=1: Décalage du contour, image miroir et inversion du
sens de la définition du contour
Q:
Image miroir (sens de l'axe Z) – par défaut: 0
■
Q=0: pas d'image miroir
■
Q=1: image miroir
Z:
Décalage – par défaut: 0
■
Les contours sur le pourtour sont
inversés/décalés de la même manière
que les contours de tournage.
■
Les contours auxiliaires ne sont pas
inversés.
■
Remarque pour Q=1: Le système de
coordonnées, y compris le contour, sont
inversés – H=1 n'inverse que le contour.
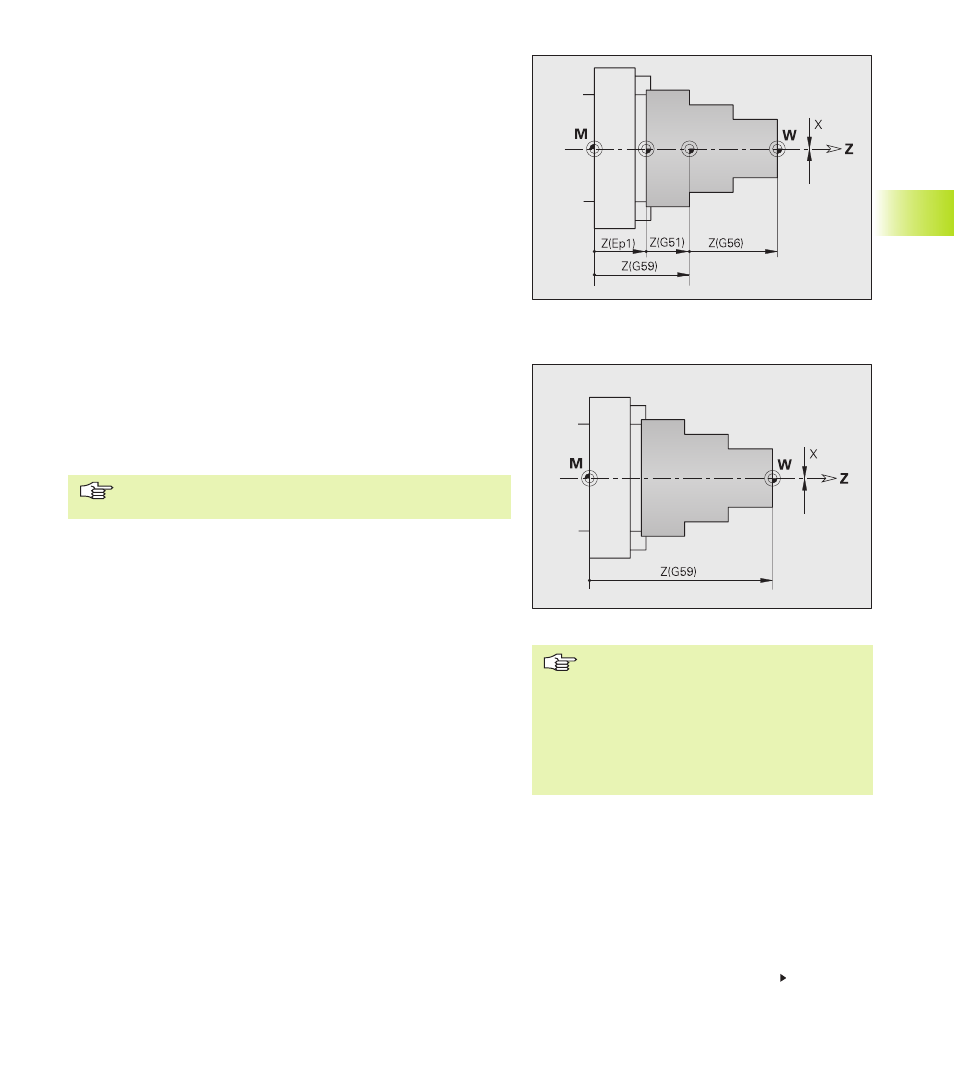
Décalage additionnel du point zéro G56
Décale le point zéro pièce de „Z“ (ou „X“). Le décalage se réfère au
point zéro pièce en cours.
Si vous proprammez G56 plusieurs fois, le décalage sera toujours
additionné au point zéro pièce en cours.
Paramètre
X, Z: Décalage (X cote de rayon) – par défaut: 0
Décalage absolu du point zéro G59
Initialise le point zéro pièce sur „X, Z”. Le nouveau point zéro pièce
reste en vigueur jusqu'à la fin du programme.
Paramètre
X, Z: Décalage du point zéro (X cote de rayon)
G59 annule les décalages de point zéro précédents (par
G51, G53..G55 ou G59).
D:
Image miroir XC/XCR (image miroir/décalage
des contours sur face frontale/arrière) – par
défaut: 0
■
D=0: pas d'image miroir/décalage
■
D=1: image miroir/décalage
Suite: cf. page suivante
4.6 Commandes d'usinage