1 8 ex emples et r emar ques – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 204
4 DIN PLUS
192
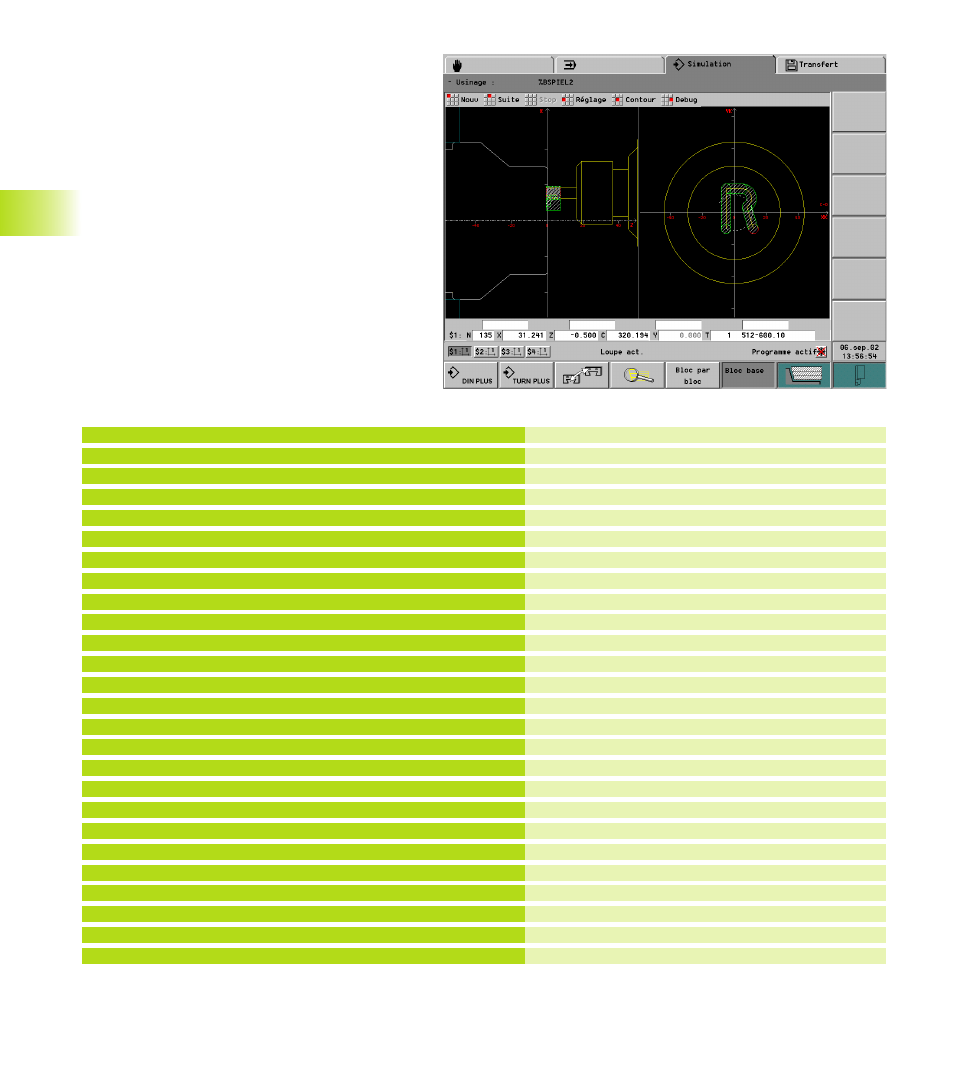
Exemple: Usinage intégral sur tour équipé d'une
broche
L'exemple ci-contre illustre l'usinage sur la face
frontale et sur la face arrière dans un programme
CN.
La pièce est usinée sur la face frontale – Le
changement de serrage manuel est ensuite réalisé.
La face arrière est ensuite usinée.
Le programme expert inverse et décale le contour
pour le 2ème serrage.
TETE PROGRAMME
#CHARIOT $1
TOURELLE 1
T1 ID512-600.10
T2 ID111-80-080.1
T4 ID121-55-040.1
MOYEN SERRAGE 1 [décalage point zéro Z233]
H1 ID3BACK
H2 IDKBA250-86 X100 Q4.
PIECE BRUTE
N1 G20 X100 Z100 K1
PIECE FINIE
. . .
FRONT Z0
. . .
FACE ARR. Z-98
N20 G308 P-1
N21 G100 XK5 YK-10
N22 G101 YK15
N23 G101 XK-5
N24 G103 XK-8 YK3.8038 R6 I-5 B0
N25 G101 XK-12 YK-10
N26 G309
Exemple: Usinage intégral sur machine
équipée d'une broche
4.1
8 Ex
emples et r
emar
ques