4 evidement, 5 contours internes, 16 remarques sur l'usinage – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 338
6 TURN PLUS
326
6.16.4 Evidement
Si l'„évidement“ est placé dans la suite chronologique d'usinage
avant „Tournage de gorge et Coupe de contour (contour de gorge)“,
l'enlèvement des copeaux sur les zones de contour en poussant
(gorges non définies) sera exécuté avec des outils d'ébauche.
Sinon, la CAP usine ces zones de contours avec des outils
d'usinage de gorges. TURN PLUS fait la différence entre une gorge
et un tournage libre grâce l'„angle de copie rentrant EKW“
(paramètre d'usinage 1).
Si la zone d'évidement ne peut pas être usinée avec un outil, TURN
PLUS exécute un pré-usinage à l'aide du premier outil, puis enlève
la matière résiduelle avec un outil pour sens d'usinage inversé.
Usinage du contour (finition): La CAP exécute la finition des zones
plongeantes évidées en utilisant la même stratégie que pour
l'ébauche.
Selon le contour et les outils disponibles, on rencontre les
situations suivantes:
■
Evidement complet avec un outil. Si l'on dispose de plusieurs
outils, c'est l'outil avec „sens d'usinage standard“ qui est
prioritaire.
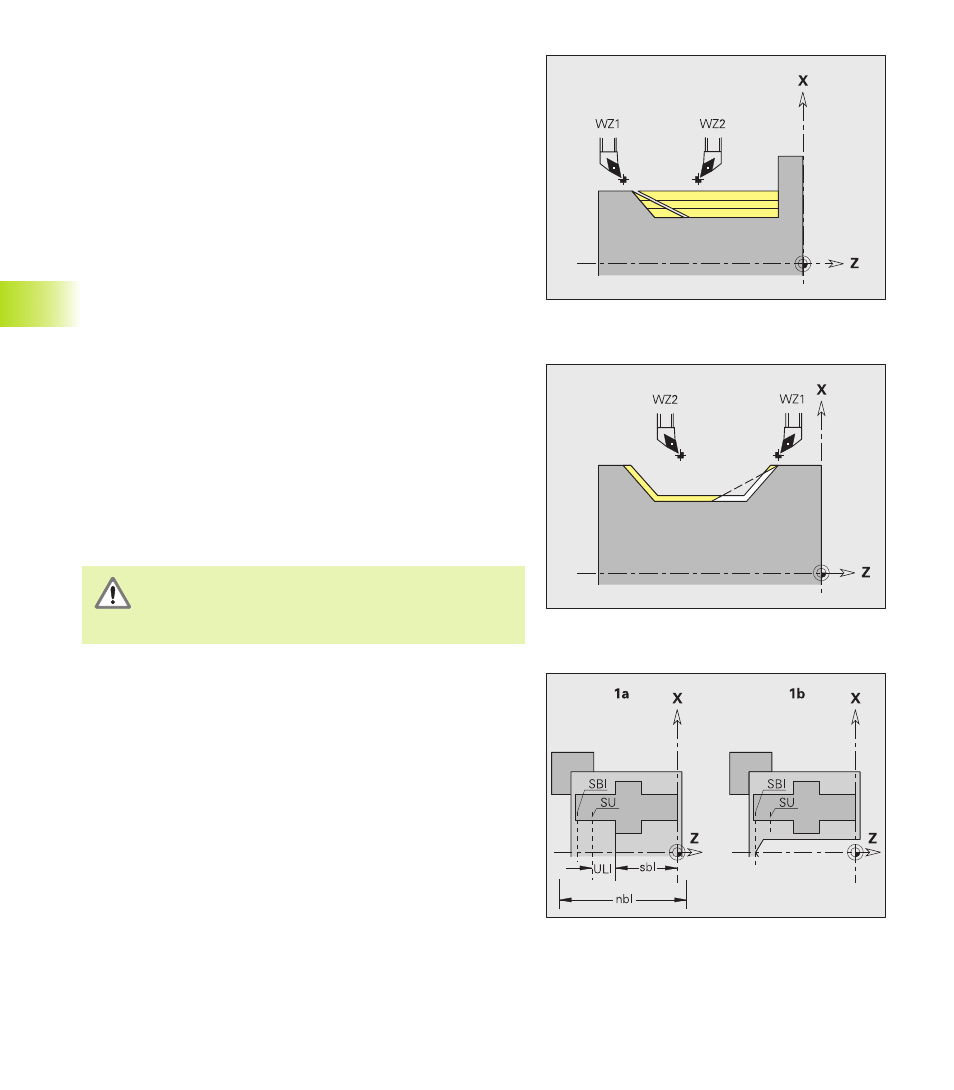
■
Si la zone d'évidement se raccorde à un élément plan, le premier
évidement est dirigé vers cet élément plan (cf. fig.).
■
Si les deux outils ou des angles de dépouille qui diffèrent,
l'usinage s'effectue tout d'abord avec l'outil dont l'angle de
dépouille est le plus grand.
■
Si l'angle de dépouille est le même pour les deux outils, l'usinage
est exécuté tout d'abord du côté qui a le plus petit „angle de
copie rentrant“.
Attention, risque de collision !
Lors de l'évidement à l'intérieur de la zone interne, la
profondeur de plongée de l'outil n'est pas contrôlée.
Sélectionnez des outils adaptés.
6.16 Remarques sur l'usinage
6.16.5 Contours internes
TURN PLUS usine des contours internes traversants jusqu'à la
transition du „point le plus bas“ à un diamètre supérieur. En outre,
la
■
limitation de coupe interne
■
la saillie interne ULI (paramètre d'usinage 4)
indiquent jusqu'à quelle position doit s'effectuer le perçage,
l'ébauche et la finition. Condition: la longueur utile de l'outil utilisé
pour l'usinage doit être suffisamment importante – Si tel n'est pas
le cas, ce paramètre détermine l'usinage interne.