9 affectation d'attributs, 1 attributs de la pièce brute, 2 surépaisseur – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 279: 3 avance/profondeur de rugosité, 9 a ff ectation d'at tr ibuts
CNC PILOT 4290 HEIDENHAIN
267
6.9 A
ff
ectation d'at
tr
ibuts
6.9.1 Attributs de la pièce brute
Définissez le „type de produit semi-fini“ (boîte de dialogue „Qualité
de surface“):
■
Pièce moulée, pièce forgée: Création du plan de travail selon la
stratégie „Usinage pièce moulée“ (tout d'abord ébauche transver-
sale – puis ébauche longitudinale).
■
Pièce brute pré-tournée: Création du plan de travail selon la
stratégie standard. En s'écartant de l'usinage standard, les cycles
d'ébauche paraxiale sont utilisés.
■
„inconnu“ (ou aucun attribut défini): Création du plan de travail
selon la stratégie standard.
6.9
Affectation d'attributs
Attributs de la pièce brute
Ils agissent sur la répartition des zones d'enlèvement de copeaux
et sur le choix des cycles d'ébauche en CAP.
Sélection: „Pièce – Pièce brute – Attributs“
Attributs de la pièce finie
Après avoir défini géométriquement le contour de la pièce finie,
vous pouvez donner des attributs aux éléments de contour/zones
de contour. La CAP et la CIP exploitent les attributs pour créer le
plan de travail.
Sélection: „Pièce – Pièce finie – Attributs“
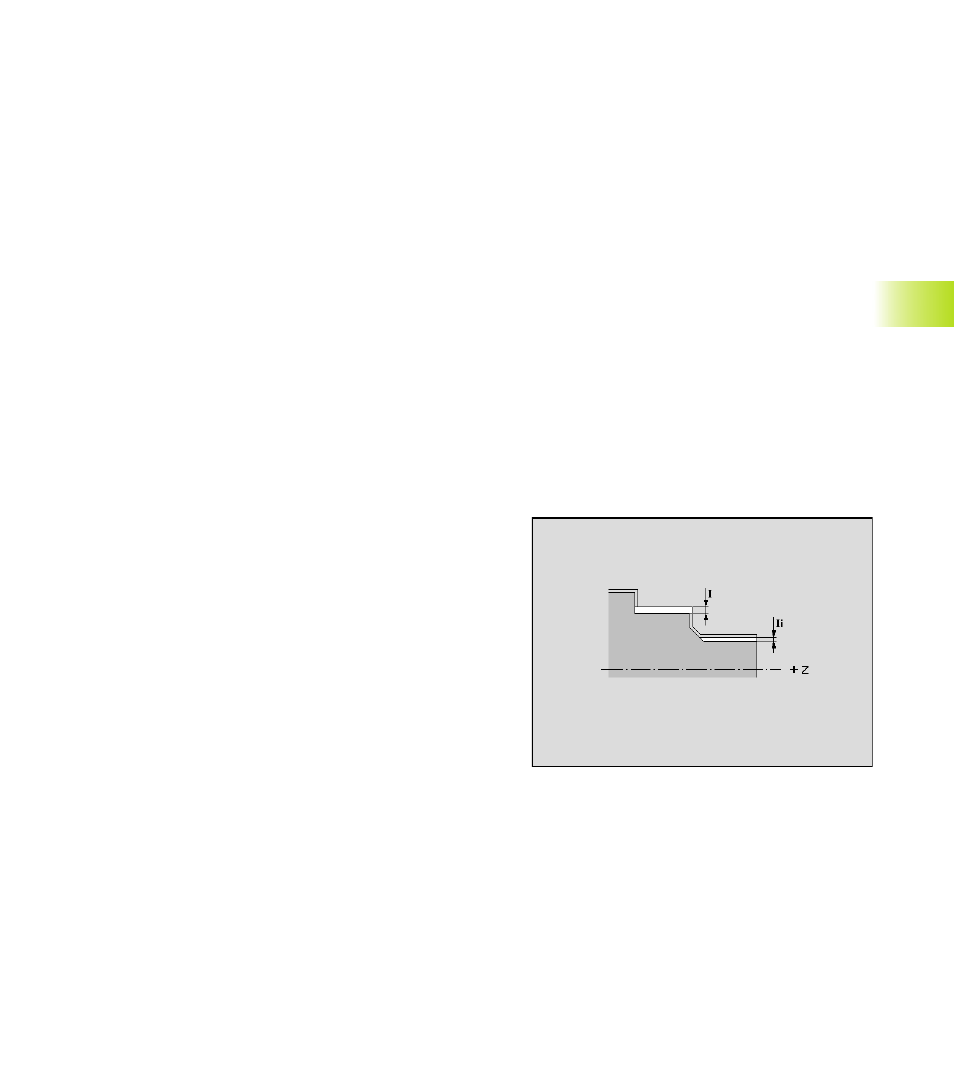
6.9.2 Surépaisseur
La surépaisseur est conservée après l'usinage (exemple:
surépaisseur de finition). TURN PLUS distingue:
■
Surépaisseur absolue: est „définitive“ – Les autres
surépaisseurs sont ignorées.
■
Surépaisseur relative: s'additionne aux autres surépaisseurs.
Paramètres
I:
Surépaisseur absolue
Ii:
Surépaisseur relative
6.9.3 Avance/profondeur de rugosité
Avance
La valeur d'introduction est valable comme avance de finition (cf.
également „
4.5.4 Commandes auxiliaires pour la définition du
contour“).
Réduction de l'avance
La valeur d'introduction est multipliée par l'avance actuelle.