5 p a ramètr es d'usinag e – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 378
7 Paramètres
366
7.5 P
a
ramètr
es d'usinag
e
Gorges et gorges de contour – Sélection de l'outil, surépaisseurs
En mode de fonctionnement coupe de contour (gorges de
contour), s'il n'existe que des éléments linéaires mais aucun
élément paraxial au fond de la gorge, la sélection de l'outil a lieu au
moyen du „diviseur de largeur de coupe SBD“.
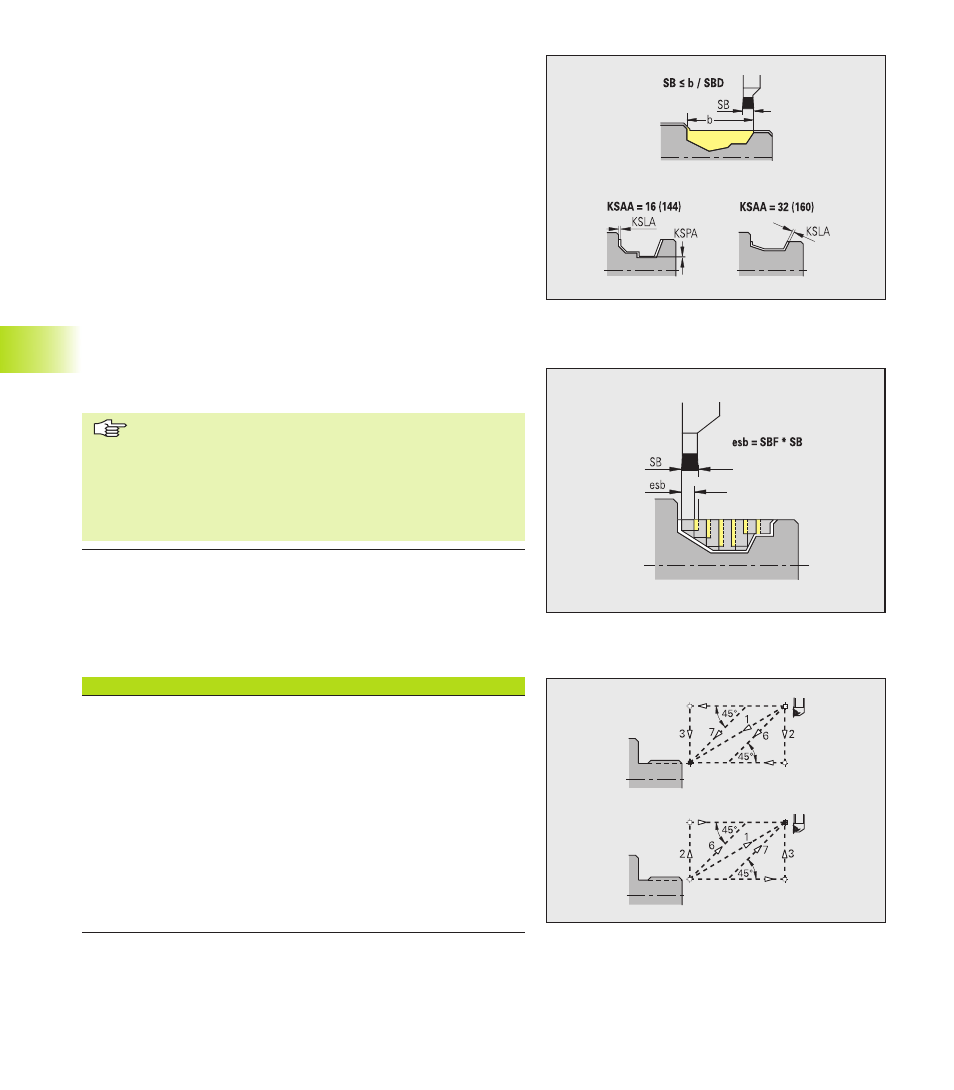
■
Diviseur de largeur de coupe [SBD]
SB <= b / SBD (SB: largeur de l'outil; b: largeur de la zone
d'usinage)
■
Type de surépaisseur [KSAA] – Des surépaisseurs peuvent être
ajoutées à la zone de coupe à usiner. Si des surépaisseurs ont été
définies, la zone est réalisée d'abord avec un pré-usinage, puis
avec une deuxième opération de finition. Introduction:
■
16: surépaisseur longitudinale/transversale différente – pas de
surépaisseurs isolées
■
144: surépaisseur longitudinale/transversale différente – avec
surépaisseurs isolées
■
32: surépaisseur équidistante – pas de surépaisseurs isolées
■
160: surépaisseur équidistante - avec surépaisseurs isolées
■
Equidistante ou longitudinale [KSLA]: Surépaisseur équidistante
ou longitudinale
■
Aucune ou transversale [KSPA]: Surépaisseur transversale
■
Les surépaisseurs sont prises en compte en mode
coupe de contour (gorges de contour) pour les
dépressions de contour.
■
Les gorges standard (exemple: forme D, S, A) sont
usinées en une seule passe. Un partage en opérations
d'ébauche et de finition n'est possible qu'avec DIN
PLUS.
Gorges et gorges de contour – Usinage
Fonction: DIN PLUS
■
Facteur de largeur de coupe [SBF] – pour calculer le décalage
max. dans les cycles d'usinage de gorges (G860, G866).
Règle en vigueur: esb = SBF * SB (esb: largeur de coupe
effective (décalage); SB: largeur de l'outil)
7 – Filetage
Filetage (tournage de filet) – Approche et sortie du contour
■
Approche externe – filet [ANGA]
■
Approche interne – filet [ANGI]
■
Sortie) externe – filet [ABGA]
■
Sortie interne – filet [ABGI]
Mode de sortie/d'approche:
■
1: sens X et Z simultanément
■
2: sens X puis Z
■
3: sens Z puis X
■
6: déplacement accouplé, sens X avant Z
■
7: déplacement accouplé, sens Z avant X
Les déplacements d'approche et de sortie du contour sont
effectués en avance rapide (G0).