5 position des contours, 5 commandes de géométr ie – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 107
CNC PILOT 4290 HEIDENHAIN
95
Poche ou îlot
Suite: cf. page suivante
4.5.5 Position des contours
Profondeur de fraisage, position du contour
Vous définissez le „plan de référence“ ou le „diamètre de
référence“ dans l'indicatif de section. Vous définissez la profondeur
et la position d'un contour de fraisage (poche, îlot) dans la définition
du contour:
■
avec „Profondeur P“ dans la fonction G308 précédemment
programmée
■
en alternative pour les figures: paramètre de cycle
„Profondeur P“
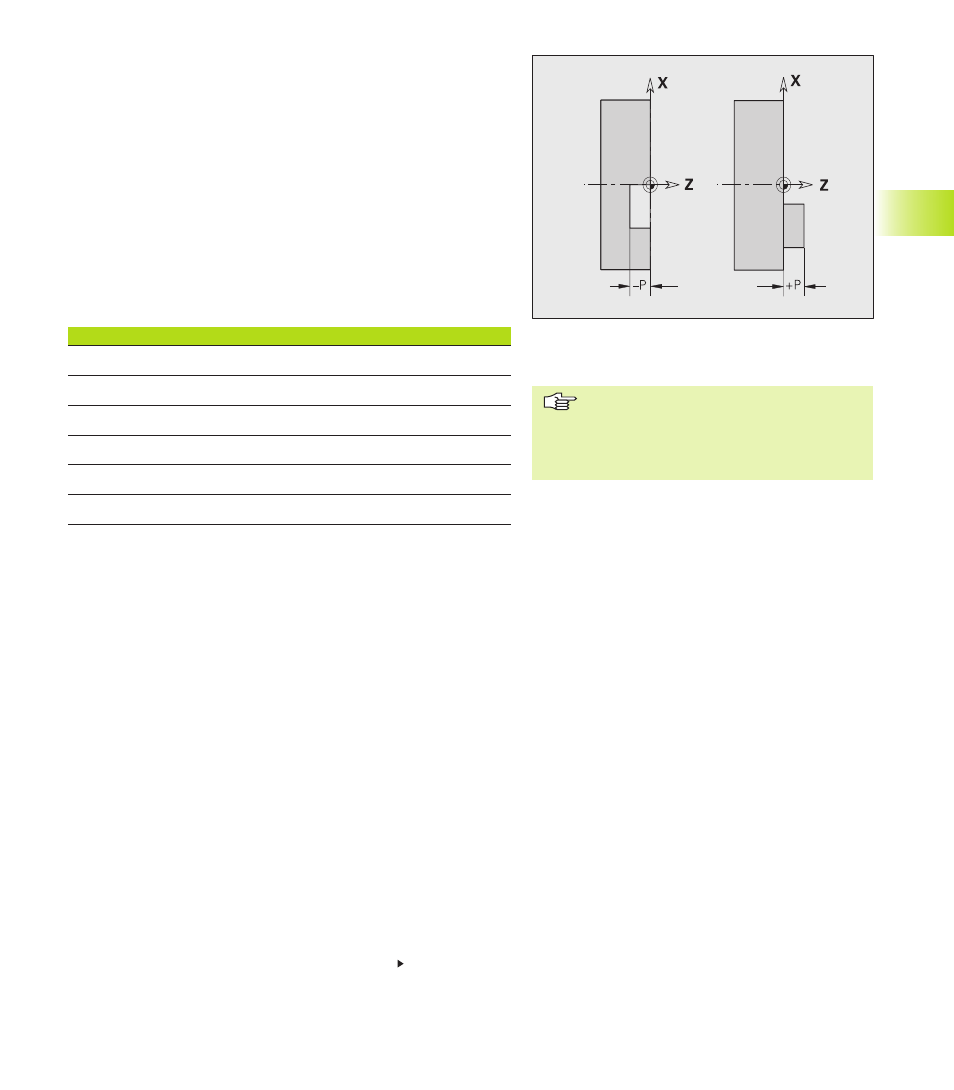
Le signe de „Profondeur P“ détermine la position du contour de
fraisage (cf. tableau):
■
P<0: poche
■
P>0: îlot
Section
P
Surface
Fond frais.
FRONT
P<0
Z
Z+P
FRONT
P>0
Z+P
Z
FACE ARRIERE
P<0
Z
Z–P
FACE ARRIERE
P>0
Z–P
Z
POURTOUR
P<0
X
X+(P*2)
POURTOUR
P>0
X+(P*2)
X
X: Diamètre de référence dans l'indicatif de section
Z: Plan de référence dans l'indicatif de section
P: „Profondeur“ dans G308 ou dans le paramètre de cycle
Contours sur plusieurs plans
Programmation de contours imbriqués hiérarchiquement:
■
Débuter avec „G308 début îlot/poche“ et terminer avec „G309 fin
poche/îlot“. G308 initialise un „nouveau“ plan de référence/
diamètre de référence:
■
La première G308 prend en compte le plan de référence défini
dans l'indicatif de section.
■
Chaque G308 suivante initialise un nouveau plan de référence.
Calcul: plan de référence en cours + P (de la G308 précédente)
■
G309 retourne au plan de référence précédent.
Début de la poche/de l'îlot G308-Géo
Nouveau plan de référence/nouveau diamètre de référence pour
les contours imbriqués hiérarchiquement et situés sur la face fron-
tale, la face arrière ou le pourtour.
Paramètre
P:
Profondeur pour poches, hauteur pour îlots
Îlots: Les cycles de surfaçage usinent la
totalité de la surface décrite dans la
définition du contour. Les îlots situés à
l'intérieur de cette surface ne sont pas
pris en compte.
4.5 Commandes de géométr
ie