5 p a ramètr es d'usinag e – HEIDENHAIN CNC Pilot 4290 Manuel d'utilisation
Page 380
7 Paramètres
368
7.5 P
a
ramètr
es d'usinag
e
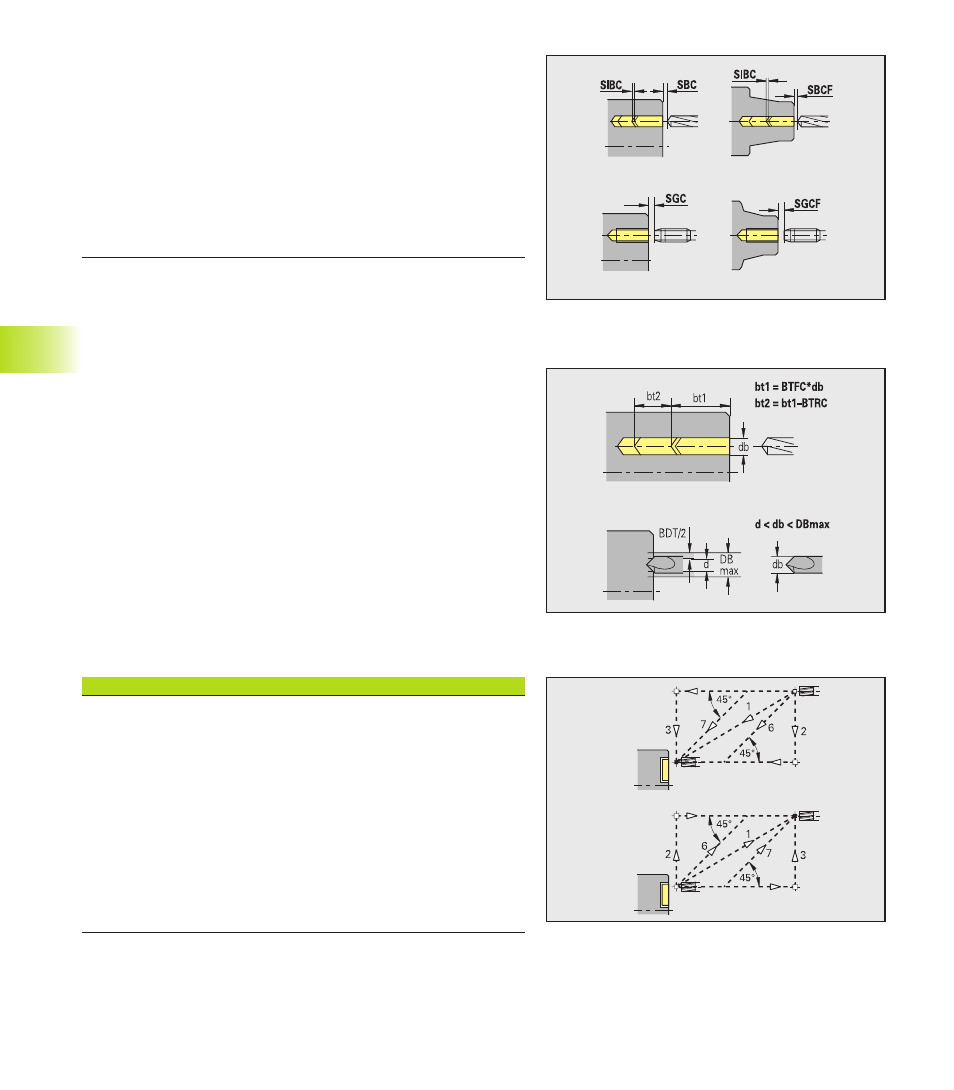
Perçage – Distances de sécurité
■
Distance de sécurité interne [SIBC] – lors du perçage profond
(distance de retrait B avec G74).
■
Outil de perçage entraîné [SBC] – distance de sécurité sur la
face frontale et sur le pourtour pour les outils tournants.
■
Outil de perçage non entraîné [SBCF] – distance de sécurité sur
la face frontale et sur le pourtour pour les outils fixes.
■
Taraud entraîné [SGC] – distance de sécurité sur la face frontale
et sur le pourtour pour les outils tournants.
■
Taraud non entraîné [SGCF] – distance de sécurité sur la face
frontale et sur le pourtour pour les outils fixes.
Perçage – Usinage
Les paramètres sont valables pour le perçage réalisé avec le cycle
Perçage et Perçage profond (G74).
■
Facteur profondeur de perçage [BTFC] – 1ère profondeur de
perçage: bt1 = BTFC * db (db: diamètre du foret)
■
Réduction profondeur de perçage [BTRC] – 2ème profondeur de
perçage: bt2 = bt1 – BTRC; les autres étapes de perçage sont
réduites en conséquence
■
Tolérance de diamètre du foret [BDT] – pour la sélection des
outils de perçage (outils à centrer, outils CN pour alésage partiel,
outils pour lamage conique, outils étagés (à percer et lamer),
alésoirs coniques).
Diamètre de perçage: DBmax = BDT + d (DBmax: diamètre de
perçage max.)
Sélection d'outil: DBmax > DB > d
10 – Fraisage
Fraisage – Approche et sortie du contour
■
Approche face frontale [ANMS]
■
Approche pourtour [ANMM]
■
Départ (sortie) face frontale [ABMA]
■
Départ (sortie) pourtour [ABMM]
Mode de sortie/d'approche:
■
1: sens X et Z simultanément
■
2: sens X puis Z
■
3: sens Z puis X
■
6: déplacement accouplé, sens X avant Z
■
7: déplacement accouplé, sens Z avant X
Les déplacements d'approche et de sortie du contour sont
effectués en avance rapide (G0).