6 p a ra mètr es d'usinag e – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 603
CNC PILOT 4290 HEIDENHAIN
603
7.
6 P
a
ra
mètr
es d'usinag
e
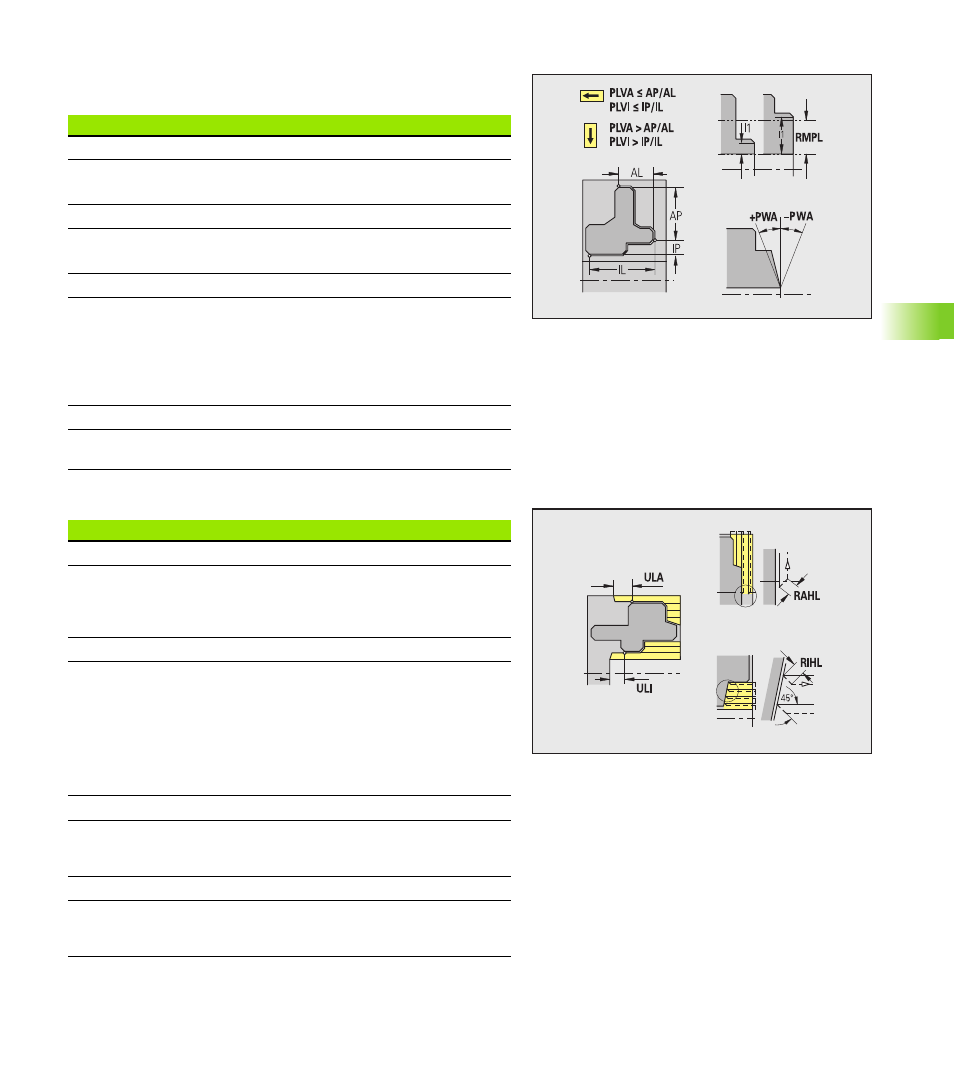
Ebauche – Analyse de l'usinage
A l'aide de PLVA/PLVI, TURN PLUS détermine s'il doit réaliser un
usinage longitudinal ou un usinage transversal.
Ebauche – Cycles d'usinage
Analyse de l'usinage
Rapport transversal/longitudinal externe [PLVA]
PLVA <= AP/AL: Usinage longitudinal
PLVA > AP/AL: Usinage transversal
Rapport transversal/longitudinal interne [PLVI]
PLVI <= IP/IL: Usinage longitudinal
PLVI > IP/IL: Usinage transversal
Longueur transversale min. [RMPL] (valeur de rayon)
Définit si l'élément transversal du devant d'un contour externe
de la pièce finie doit subir une ébauche transversale.
RMPL > l1: Sans ébauche transversale supplémentaire
RMPL < l1: Avec ébauche transversale supplémentaire
RMPL = 0: Cas particulier
Diff. angle transv. (écart angulaire transversal) [PWA]
Le premier élément du devant est un élément transversal s'il
est situé à l'intérieur de +PWA et –PWA.
Cycles d'usinage
Saillie externe [ULA]
Lors de l'usinage externe dans le sens longitudinal, l'outil
ébauche sur cette longueur, au-delà du point-cible. ULA ne sera
pas respectée si la limitation de coupe est située avant ou à
l'intérieur de la longueur en saillie.
Saillie interne [ULI]
Lors de l'usinage interne dans le sens longitudinal, l'outil
ébauche sur cette longueur, au-delà du point-cible. ULI ne
sera pas respectée si la limitation de coupe est située avant
ou à l'intérieur de la longueur en saillie.
Est utilisée pour le calcul de la profondeur de perçage dans le
pré-perçage centrique.
(voir “Remarques sur l'usinage” à la page 569)
Longueur de relèvement externe [RAHL]
Longueur de relèvement pour les variantes de lissage (H=1, 2)
des cycles d'ébauche (G810, G820) pour l'usinage externe
(RAHL)
Longueur de relèvement interne [RIHL]
Longueur de relèvement pour les variantes de lissage (H=1, 2)
des cycles d'ébauche (G810, G820) pour l'usinage interne
(RIHL)