Gorge g86, 21 cy cles simples de t our nag e – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 241
CNC PILOT 4290 HEIDENHAIN
241
4.21 Cy
cles simples de t
our
nag
e
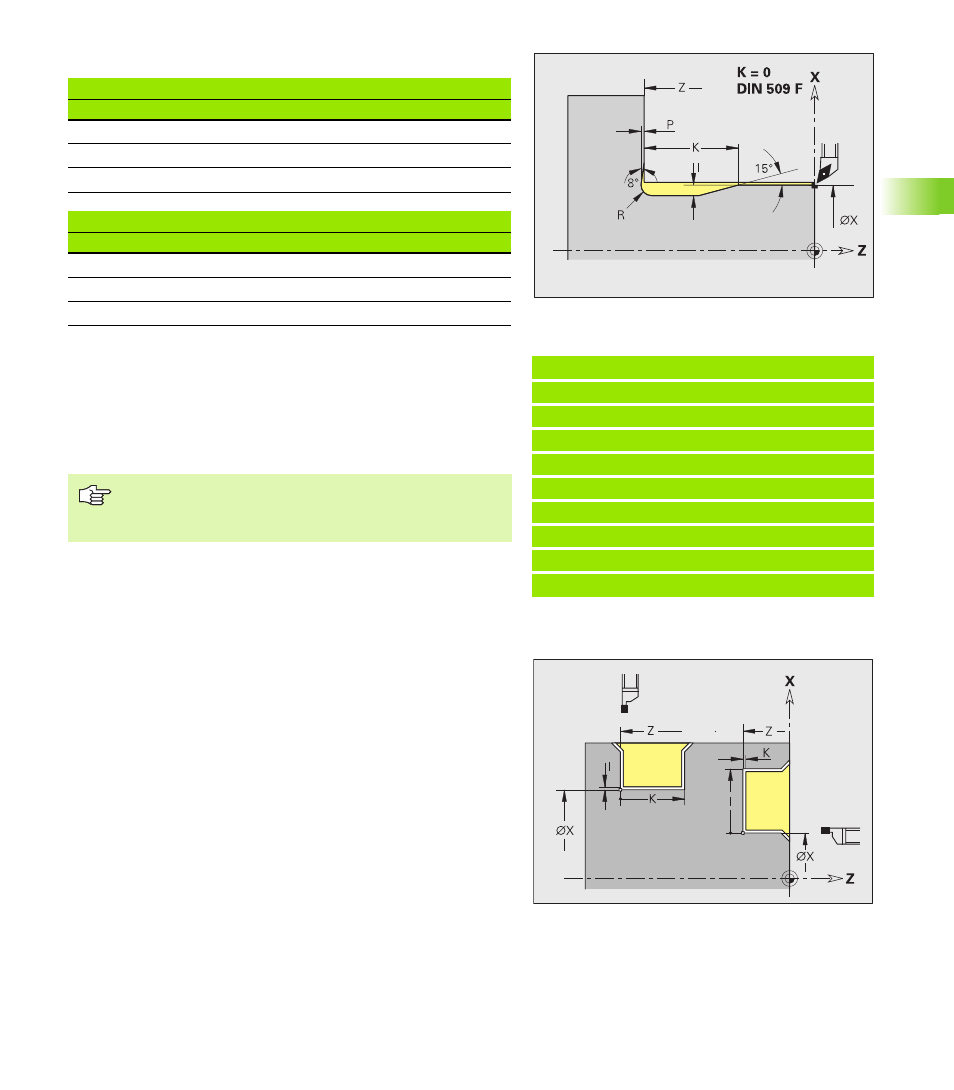
I = Profondeur du dégagement
K = Largeur du dégagement
R = Rayon du dégagement
P = Profondeur transversale
Angle du dégagement pour dégagement DIN 509 E et F: 15°
Angle transversal pour dégagement DIN 509 F: 8°
Gorge G86
G86 permet de créer des gorges simples radiales et axiales avec
chanfreins. La CNC PILOT crée une gorge radiale/axiale ou intérieure/
extérieure en fonction de la „position d'outil“.
Exemple: G85
. . .
N1 T2 G95 F0.23 G96 S248 M3
N2 G0 X62 Z2
N3 G85 X60 Z-30 I0.3
N4 G1 X80
N5 G85 X80 Z-40 K0
N6 G1 X100
N7 G85 X100 Z-60 I1.2 K6 E0.11
N8 G1 X110
. . .
Paramètres pour le dégagement DIN 509 E
Diamètre
I
K
R
<= 18
0,25
2
0,6
> 18 – 80
0,35
2,5
0,6
> 80
0,45
4
1
Paramètres pour le dégagement DIN 509 F
Diamètre
I
K
R
P
<= 18
0,25
2
0,6
0,1
> 18 – 80
0,35
2,5
0,6
0,2
> 80
0,45
4
1
0,3
La correction du rayon de plaquette ne sera pas
appliquée.
Les surépaisseurs ne seront pas appliquées.
Paramètres
X
Point-cible (cote de diamètre)
Z
Point-cible
I
Gorge radiale: Surépaisseur
I>0: Surépaisseur (ébauche et finition)
I=0: Pas de finition
Gorge axiale: Largeur de gorge
I>0: Largeur de gorge
Pas d'introduction: Largeur de la gorge = largeur de l'outil