Tournage de gorge axiale/radiale (g869) – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 520
520
6.14 Création Int
e
ra
ctiv
e du Plan de tr
a
v
ail (CIP)
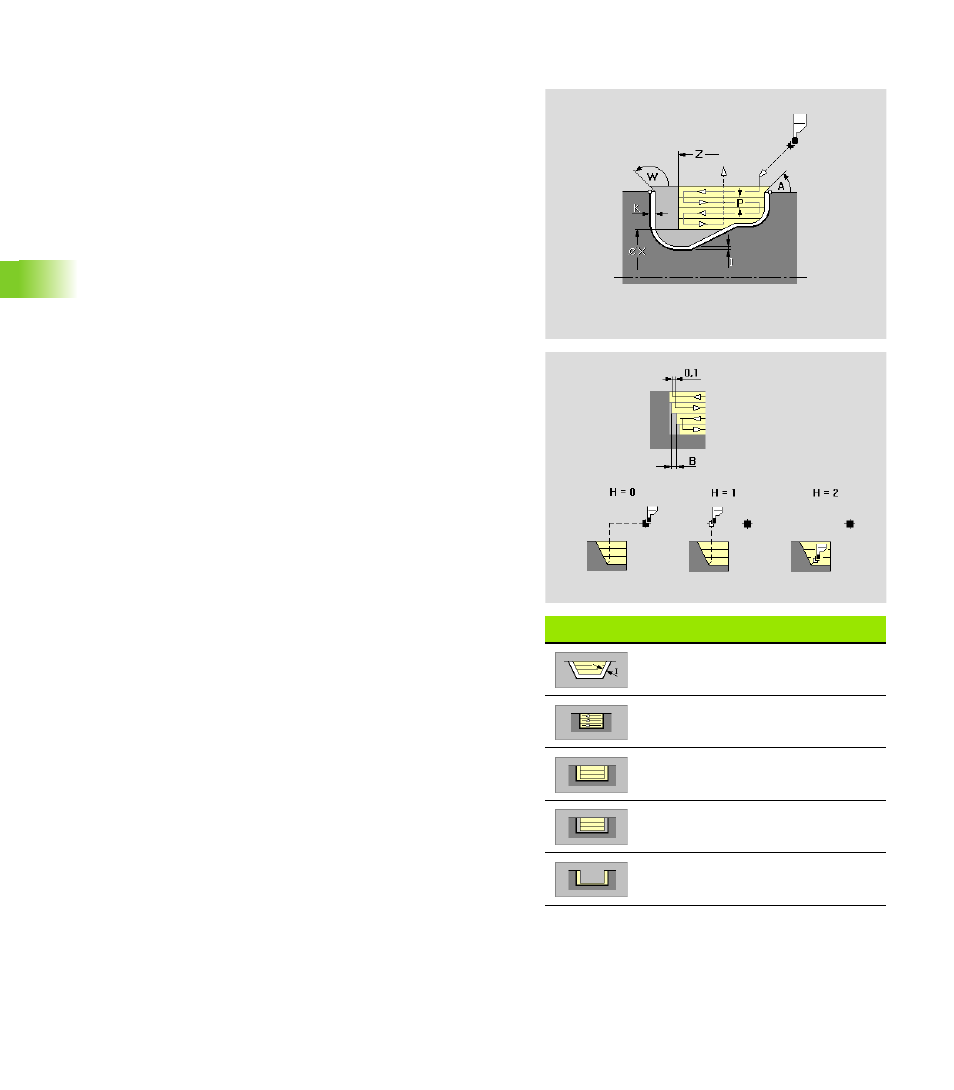
Tournage de gorge axiale/radiale (G869)
Pour la zone de contour sélectionnée, la CIP génère le cycle G869
(usinage avec déplacements alternatifs de plongée et d'ébauche).
Les paramètres du tournage de gorge radiale et axiale sont identiques
à l'exception de l'axe de référence de l'angle d'approche et de sortie.
„Tournage de gorge axiale“: voir “Tournage de gorge axial (G869)” à
la page 521
Softkeys „Tournage de gorge“
Surépaisseur longitudinale/
surépaisseur constante
Unidirectionnel/bidirectionnel
Ebauche avec finition
Ebauche
Finition
Paramètres
P
Profondeur de coupe max.
R
Correction en profondeur
En fonction de la matière, de la vitesse d'avance, etc., l'arête
de coupe „bascule“ lors du tournage. Vous corrigez cette
erreur avec la „correction en profondeur“. La correction est
généralement calculée de manière empirique.
B
Largeur de décalage
A partir de la deuxième passe et lors de la transition entre le
tournage et l'usinage en plongée, la course d'usinage est
réduite de la „largeur de décalage“. A chaque transition
suivante entre le tournage et l'usinage en plongée sur ce flanc,
on a une réduction de „B“ en plus du décalage précédent. Le
reste de matière est enlevé à la fin de l'ébauche en une
remontée.
A
Angle d'approche (par défaut: Inverse au sens de plongée)
Radial: Référence axe Z
Axial: Référence axe X
W
Angle de sortie (par défaut: Inverse au sens de plongée)
Radial: Référence axe Z
Axial: Référence axe X
X
Limite d'usinage
Z
Limite d'usinage
I
En fonction du réglage par softkey:
Surépaisseur longitudinale
Surépaisseur constante (génère la „surépaisseur G58“ avant
le cycle)
K
Surépaisseur transversale
S
Ebauche (unidirectionnelle/)bidirectionnelle (réglage par
softkey):
Oui (S=0): Bidirectionnelle
Non (S=1): Unidirectionnelle dans le sens défini lors de la
sélection de la zone d'usinage
O
Avance de plongée (par défaut: Avance active)
E
Avance de finition (par défaut: Avance active)