Cycle de gorges g866, 20 cy cles de t our nag e liés à un cont our – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 229
CNC PILOT 4290 HEIDENHAIN
229
4.20 Cy
cles de t
our
nag
e
liés à un cont
our
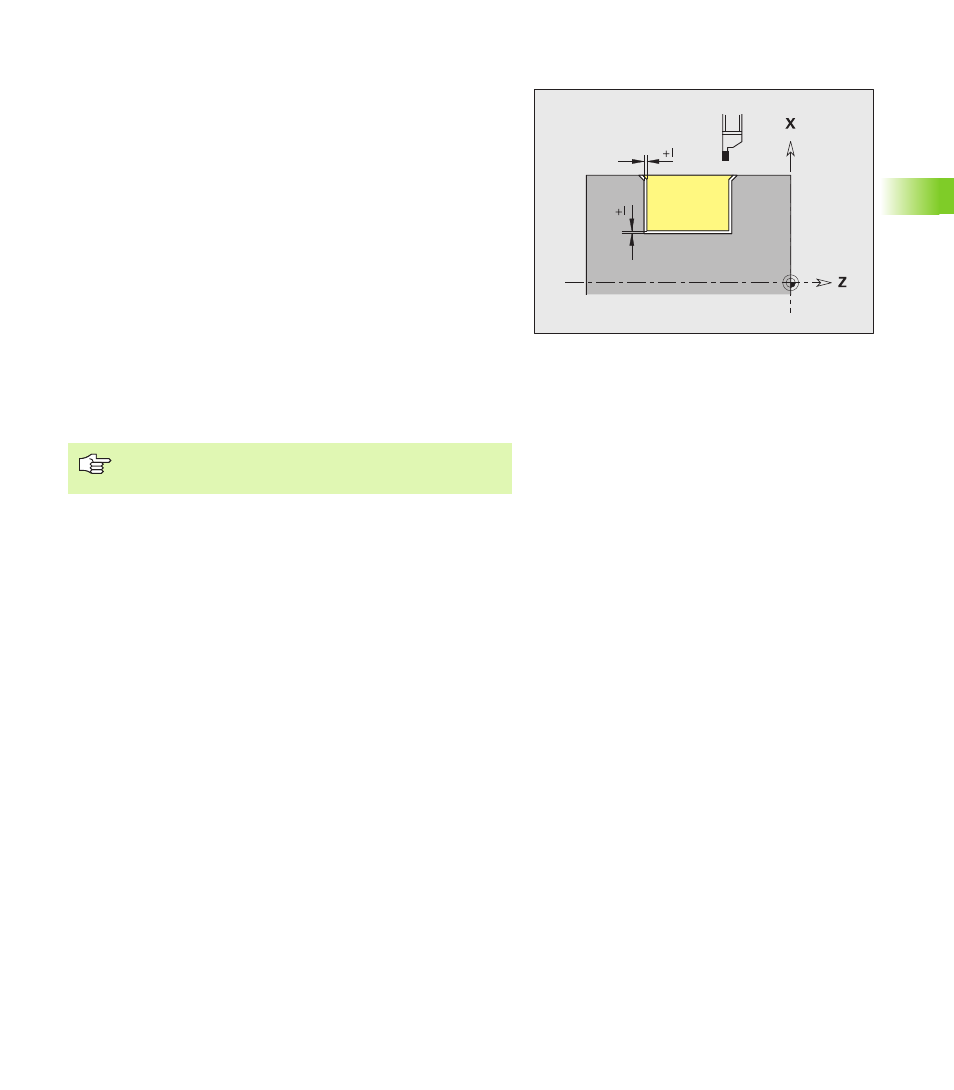
Cycle de gorges G866
G866 réalise une gorge définie avec G22-Géo. La CNC PILOT
reconnaît à l'aide de la définition d'outil s'il s'agit d'une opération
d'usinage extérieur ou intérieur, ou d'une gorge radiale ou axiale.
Paramètres
NS
Numéro de séquence (référence: G22-Géo)
I
Surépaisseur lors du pré-usinage (par défaut: 0)
I=0: La gorge est réalisée en une seule opération
I>0: Ebauche à la première opération, finition à la seconde
E
Temporisation (par défaut: Durée d'une rotation de la broche)
avec I=0: à chaque plongée
avec I>0: seulement lors de la finition
Calcul de la répartition des passes:
Décalage max. = SBF * largeur de la dent
(SBF: voir paramètre d'usinage 6)
La correction du rayon de plaquette est appliquée.
Une surépaisseur n'est pas appliquée.
Déroulement du cycle
1
Calcule la répartition des passes.
2
Plonge à partir du point initial pour la première passe.
Gorge radiale: d'abord sens Z, puis X
Gorge axiale: d'abord sens X, puis Z
3
Plonge (tel qu'indiqué avec „I“ )
4
Retourne en rapide et plonge pour effectuer la passe suivante.
5
avec I=0: temporisation de durée „E“
6
Répète 3...4 jusqu'à ce que la gorge soit usinée.
7
si I>0: Réalise la finition du contour