Tronçonnage – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 522
522
6.14 Création Int
e
ra
ctiv
e du Plan de tr
a
v
ail (CIP)
Tronçonnage
Pour le tronçonnage, la CIP active le programme expert enregistré
dans le paramètre d'usinage 21 („UP 100098“).
TURN PLUS calcule les paramètres dans toute la mesure du possible
et les inscrit comme valeurs par défaut. Vérifiez ou complétez les
enregistrements.
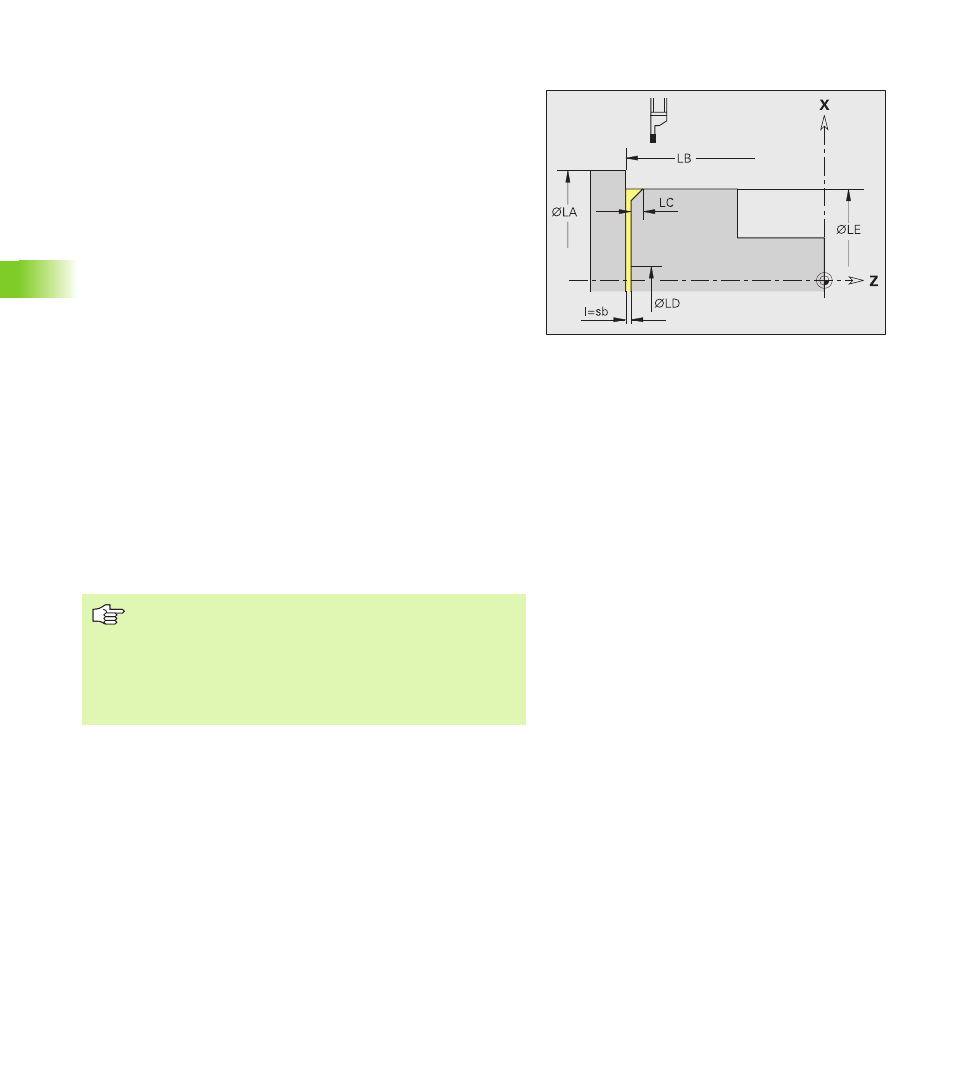
Paramètres
LA
Diamètre de la barre
LB
Point initial en Z. TURN PLUS valide la position définie lors de
la sélection de la zone.
LC
Chanfrein/arrondi
< 0: Largeur de chanfrein
> 0: Rayon d'arrondi
LD
Réduction d'avance à partir de la position en X. La „réduction
d'avance“ est définie dans le programme expert.
LE
Diamètre de la pièce finie pour définir la position du chanfrein/
de l'arrondi
LF
Diamètre intérieur. Le programme expert prévoit un
déplacement au-delà de cette position pour garantir un
tronçonnage correct:
= 0: pour une „pièce pleine“
> 0: pour un tube
LH
Distance de sécurité jusqu'à la position initiale en X
I
Largeur de l'outil coupant. N'est généralement pas utilisée.
Sélectionner la zone d'usinage: Sélectionnez
l'élément vertical sur lequel doit avoir lieu le
tronçonnage et le chanfrein/arrondi.
Les programmes experts sont fournis par le
constructeur de la machine. Pour la signification des
paramètres et le déroulement du programme, reportez-
vous au manuel de la machine.