Désignation des axes et système de coordonnées, Points de référence de la machine, 4 pr incipes de base – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 40
40
1
.4 Pr
incipes de base
Désignation des axes et système de
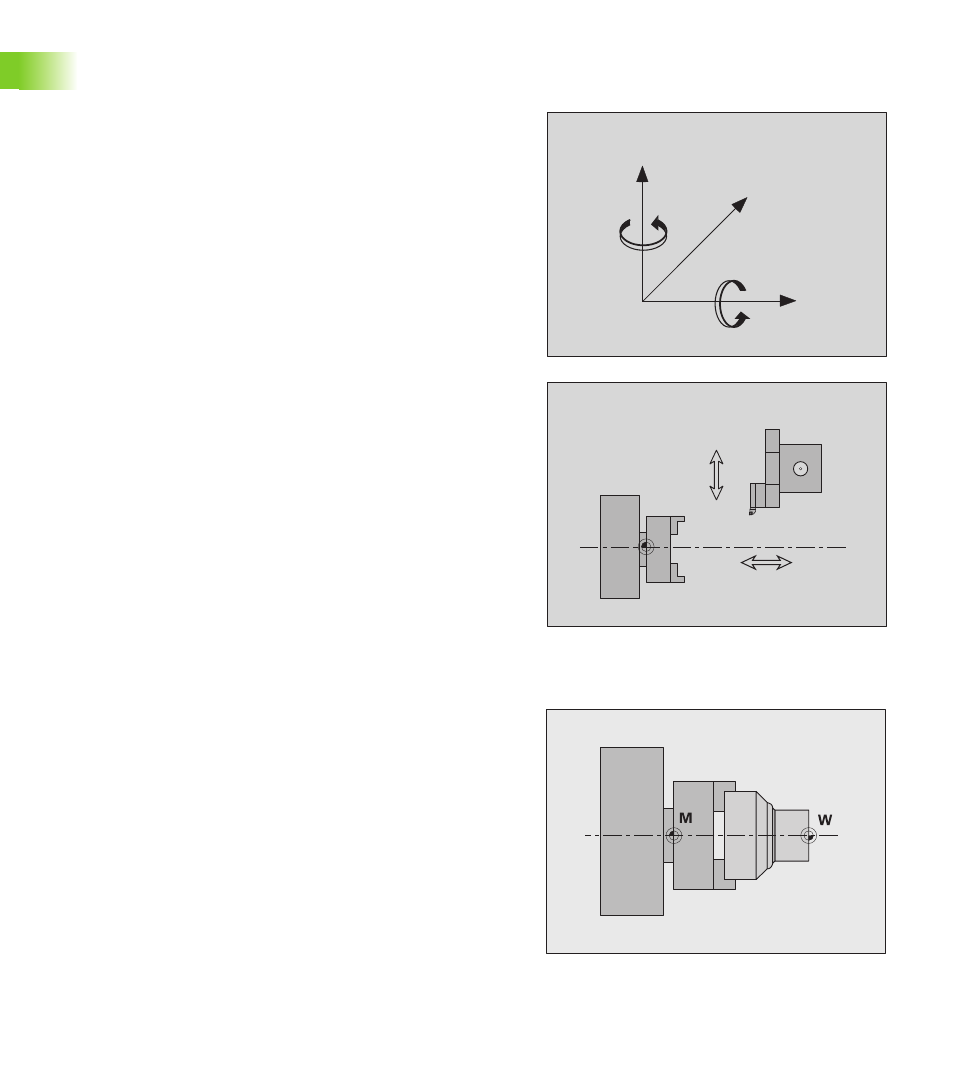
coordonnées
Système de coordonnées
La signification des coordonnées X, Y, Z, B, C est définie par la norme
DIN 66 217.
Les indications de coordonnées des axes principaux X, Y et Z se
réfèrent à l'origine pièce. Les données angulaires des axes rotatifs B
et C se réfèrent à l'origine de l'axe rotatif correspondant.
Sur les tours, les déplacements de l'axe C sont réalisés en faisant
tourner la pièce, et les déplacements de l'axe B, en inclinant l'outil
(tête pivotante).
Désignations des axes
Le chariot transversal est désigné comme axe X et le chariot
longitudinal, axe Z.
Toutes les valeurs X affichées et introduites sont considérées comme
valeurs de diamètre. Dans TURN PLUS, vous définissez si les valeurs
X sont des valeurs de diamètre ou de rayon.
Tours avec axe Y : l'axe Y est perpendiculaire à l'axe X et à l'axe Z
(système cartésien).
Règles concernant les déplacements :
Les déplacements dans le sens + éloignent l'outil de la pièce
Les déplacements dans le sens – rapprochent l'outil de la pièce
Points de référence de la machine
Origine machine
Le point d'intersection de l'axe X et de l'axe Z est appelé l'origine
machine. Sur un tour, il correspond généralement au point
d'intersection de l'axe de broche et de la face de la broche. La lettre
de désignation est „M“.
Origine pièce
Pour usiner une pièce, il est plus simple de définir une origine pièce tel
qu'il est indiqué sur le plan. Ce point est appelé le „origine pièce“. La
lettre de désignation est „W“.
+Y
+X
+Z
+C
+B
M
Z
Z+
Y+
X
X+