Arc de cercle, contour de tournage g12-/g13- géo, Arc de cercle, contour de tournage g12-/g13-géo, 6 eléments de base du cont our de t our nag e – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 153
CNC PILOT 4290 HEIDENHAIN
153
4.6 Eléments de base du cont
our de t
our
nag
e
Exemple: G2-, G3-Géo
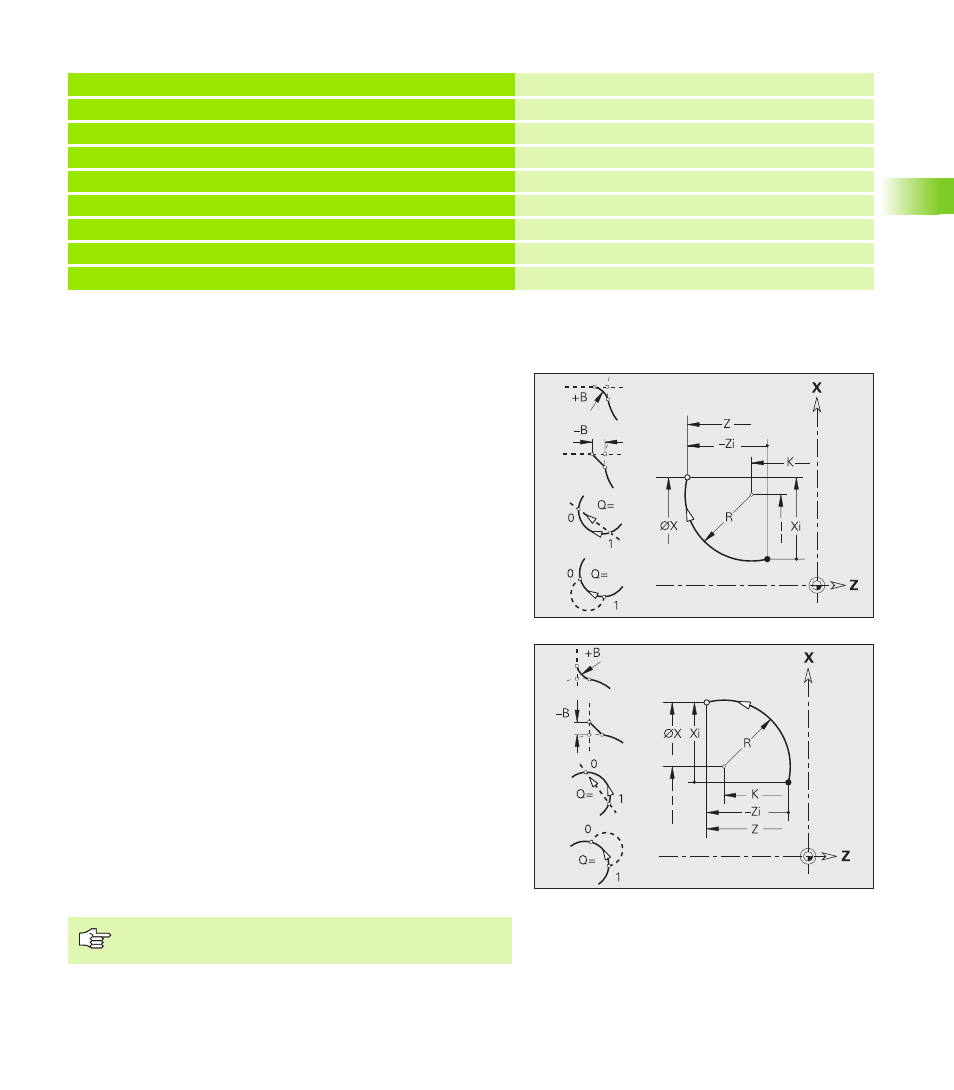
Arc de cercle, contour de tournage G12-/G13-
Géo
G12/G13 définit un arc de cercle d'un contour de tournage avec
cotation du centre en absolu. Sens de rotation (voir figure d'aide):
G12: Sens horaire
G13: Sens anti-horaire
. . .
PIECE FINIE
N1 G0 X0 Z-10
N2 G3 X30 Z-30 R30
Point-cible et rayon
N3 G2 X50 Z-50 I19.8325 K-2.584
Point-cible et centre en incrémental
N4 G3 XI10 ZI-10 R10
Point-cible en incrémental et rayon
N5 G2 X100 Z? R20
Coordonnée inconnue du point-cible
N6 G1 XI-2.5 ZI-15
. . .
Paramètres
X
Point final de l'élément de contour (cote de diamètre)
Z
Point final de l'élément de contour
I
Centre (cote de rayon)
K
Centre
R
Rayon
Q
Point d'intersection. Point final lorsque l'arc de cercle coupe
une droite ou un arc de cercle (par défaut: 0):
Q=0: Point d'intersection proche
Q=1: Point d'intersection éloigné
B
Chanfrein/arrondi. Définit la transition à l'élément de contour
suivant. Programmez le point final théorique si vous indiquez
un chanfrein/arrondi.
aucune introduction: Raccordement tangentiel
B=0: Raccordement non tangentiel
B>0: Rayon de l'arrondi
B<0: Largeur du chanfrein
E
Avance spéciale pour le chanfrein/arrondi dans le cycle de
finition (par défaut: 1)
Avance spéciale = avance active * E (0 < E <= 1)
Programmation X, Z: en absolu, en incrémental, modal
ou „?“