Perçage profond g74, 23 cy cles de perçag e – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 256
256
4.23 Cy
cles de perçag
e
Possibilités d'usinage:
Taraud fixe: Broche principale et entraînement d'avance sont
synchronisés.
Taraud tournant: L'outil tournant et l'entraînement d'avance sont
synchronisés.
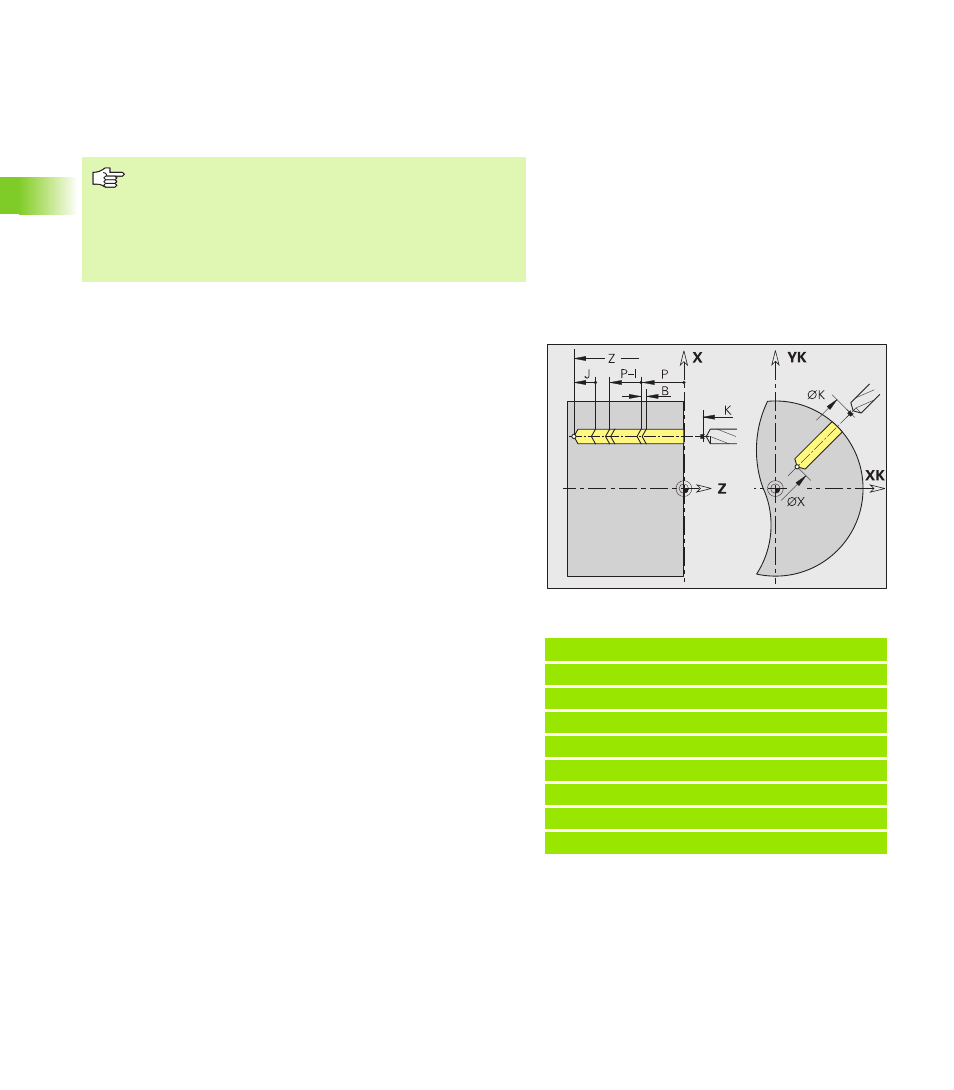
Perçage profond G74
G74 usine des perçages axiaux/radiaux en plusieurs étapes à l'aide
d'outils fixes ou tournants.
„Arrêt cycle“ agit à la fin du taraudage.
Le potentiomètre d'avance n'agit pas.
Ne pas utiliser le potentiomètre de broche !
Si l'entraînement d'outil n'est pas asservi (pas de
capteur ROD), un mandrin de compensation est
nécessaire.
Exemple: G74
. . .
N1 M5
N2 T4 G197 S1000 G195 F0.2 M103
N3 M14
N4 G110 C0
N5 G0 X80 Z2
N6 G74 Z-40 R2 P12 I2 B0 J8
[perçage]
N7 M15
. . .
Paramètres
NS
Numéro de séquence du contour
Référence au contour du perçage (G49-, G300- ou G310-
Géo)
Pas d'introduction: Trou unique sans définition de contour
X
Point final perçage axial (cote de diamètre)
Z
Point final perçage radial
P
1. profondeur de perçage
I
Valeur de réduction (par défaut: 0)
B
Distance retrait (par défaut: Au „point initial du trou“)
J
Profondeur min. perçage (par défaut: 1/10 de „P“)
E
Temporisation brise-copeaux en fin de perçage (en secondes)
– (par défaut: 0)
V
Réduction d'avance (50%) – (par défaut: 0)
V=0 ou 2: Réduction au début
V=1 ou 3: Réduction au début et à la fin
V=4: Réduction à la fin
V=5: Pas de réduction
D
Vitesse de retrait et plongée à l'intérieur du trou (par défaut: 0)
D=0: Avance rapide
D=1: Avance d'usinage
K
Plan de retrait (perçages radiaux: Cote de diamètre) – (par
défaut: Au point initial ou à la distance de sécurité)