Arc de cercle sur face frontale/arrière g102/g103, 25 usinag e sur la f a ce fr ontale/ar ri èr e – HEIDENHAIN CNC Pilot 4290 V7.1 Manuel d'utilisation
Page 263
CNC PILOT 4290 HEIDENHAIN
263
4.25 Usinag
e sur la f
a
ce fr
ontale/ar
ri
èr
e
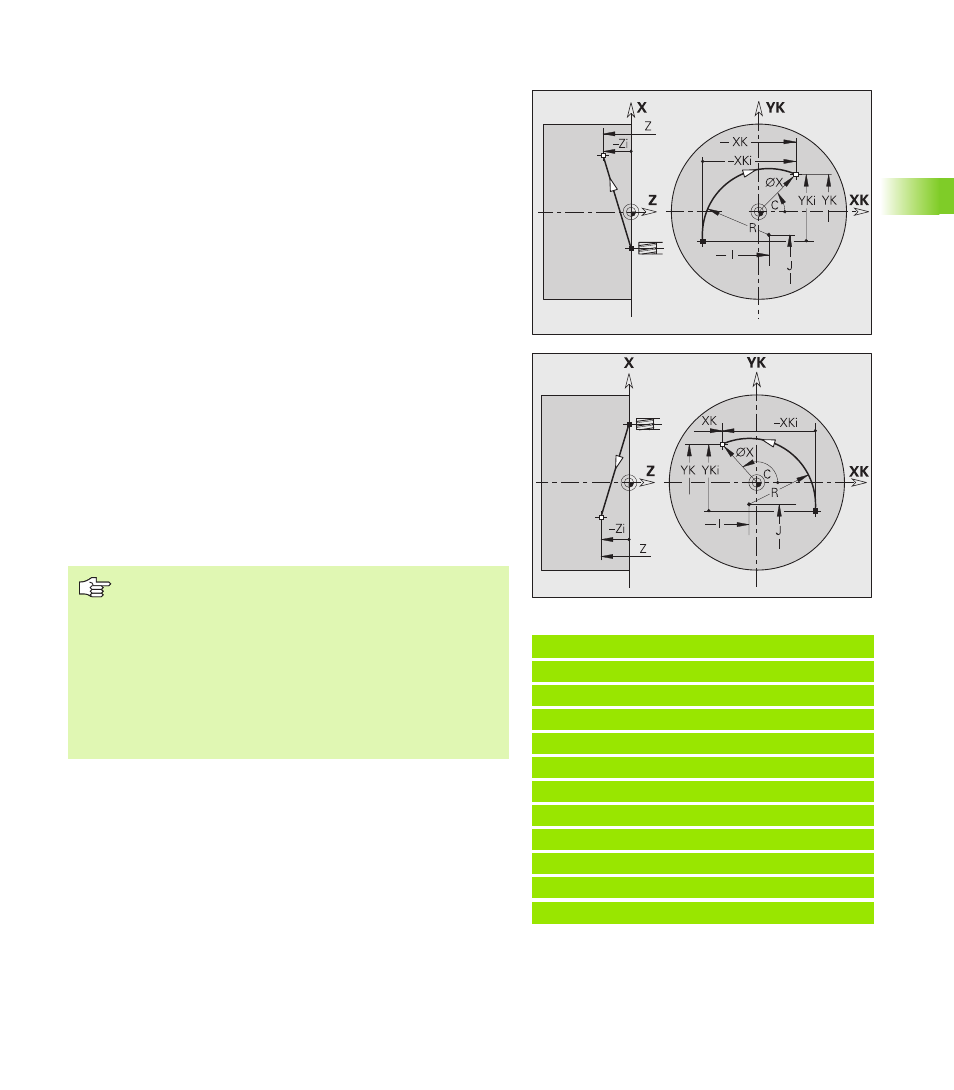
Arc de cercle sur face frontale/arrière G102/G103
G102/G103 interpolation circulaire en avance travail jusqu'au „point
final". Sens de rotation: voir figure d'aide.
En programmant „H=2 ou H=3“, vous pouvez usiner des rainures
linéaires avec fond circulaire. Vous définissez le centre du cercle avec:
H=2: avec I et K
H=3: avec J et K
Exemple: G102, G103
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N6 G100 XK20 YK5
N7 G101 XK50
N8 G103 XK5 YK50 R50
[arc de cercle]
N9 G101 XK5 YK20
N10 G102 XK20 YK5 R20
N12 M15
. . .
Paramètres
X
Point final (cote de diamètre)
C
Angle final – Direction angulaire: voir figure d'aide
XK
Point final (cartésien)
YK
Point final (cartésien)
R
Rayon
I
Centre (cartésien)
K
Centre (cartésien)
Z
Point final (par défaut: Position courante en Z)
H
Plan du cercle (plan d'usinage) – (par défaut: 0)
H=0, 1: Usinage dans le plan XY (face frontale)
H=3: Usinage dans le plan YZ.
H=3: Usinage dans le plan XZ.
K
Centre avec H=2, 3 (sens Z)
Programmation:
X, C, XK, YK, Z: absolu, incrémental ou modal
I, J, K: en absolu ou en incrémental
Programmer soit X–C, soit XK–YK
Programmer soit le „centre", soit le „rayon"
Avec „rayon": Seuls sont possibles les arcs de cercle
<= 180°
Point final à l'origine des coordonnées: Programmer
XK=0 et YK=0